

Як вибрати правильний мітчик і свердло ч.3
Друга проблема: поламка мітчика під час викручування
Коли ваш мітчик ламається під час реверсу, це може бути через те, що він ріже занадто щільно. Перевірте, чи ваш кут різання не надто малий, і при необхідності
збільште його. Також проблеми можуть бути викликані задирами. Для іх запобігання треба знизити ширину різа та використовувати мастило,
також на це впливає задній кут мітчика.
Якщо ваш мітчик клине під час реверсу, причиною, ймовірно, є застрягання стружки в канавках мітчика, намагайтеся уникати цього
будь-якою ціною, оскільки це може швидко зіпсувати вашу роботу або зламати мітчик. Якщо у вас не утворюється та не виводиться стружка
це може вимагати іншого типу мітчика, з більшими фасками або кутом різання, який краще підходить до матеріалу. Як завжди, стежте за типом
і кількістю мастила що ви надаєте. Не економте! Інша можливість полягає в тому, що ваші канавки неправильно відшліфовані. Якщо геометрія канавок
неправильна для матеріалу заготовки, видалення стружки буде повним безладдям.
Третя проблема: Рвана різьба
Якщо у вас виникли проблеми з рваною або не рівною різьбою, швидше за все, ваш мітчик і отвір не правильно вирівняні. Навіть невелике зміщення може значно
збільшити тиск і тертя. Перевірте свій мітчик державку та верстат роботи, і можливо, подивіться на скошування отвору, перш ніж спробувати нарізати різьбу.
Також не забудьте перевірити вирівнювання мітчика з кількох точок зору, перш ніж починати механічну обробку.
Поширені проблеми, причини та виправлення мітчиків. Рвана різіба також може бути спричинена тупим або зношеним мітчиком, що також є причиною, наклепу.
На жаль, спроба нарізати загартований матеріал також може призвести до того, що мітчик зламається і дістати його буде досить важко.
Погано заточений мітчик може дати подібні результати, тому іноді краще замінити інструмент, а не ризикувати зіпсувати свою роботу.
Мітчики мають бути набагато твердішими за матеріали, які вони ріжуть, але ця додаткова твердість також робить їх крихкими і схильні до сколів.
Поводьтеся обережно! Якщо ви дбайливо ставитеся до своїх інструментів, вони будуть гарно ставитись до вас у відповідь.
Вибір покриття також може впливати, коли мова заходить про ефективність та знос мітчика. Різні покриття є оптимальними при різних температурах і
ідеально підходять для різних типів матеріалів. Знайти правильну комбінацію покриття, геометрії інструменту та швидкості нарізання різьблення – складний баланс,
але воно того коштує.
Четверта проблема: Різьба з задирами
Задири на різьбі є найбільшим розчаруванням після рваної. Якщо ваш мітчик рвея або тягне метал, швидше за все, проблема в тому, що швидкість різання
занадто низька. Вам також може знадобитися заточити або замінити ваш мітчик. Переконайтеся, що ваш мітчик не має виламаних частин , оскільки це проблема
зі зрозумілих причин. Кількість і вид мастила, яке ви використовуєте, також є важливим фактором. Переконайтеся, що його достатньо і використовують
ідеальне мастило для вашого матеріалу. Нарешті, переконайтеся, що стружка не забиває канавки. Порвана різьба також може статися, якщо кут ріжучої поверхні
занадто малий. Кут ріжучої грані в значній мірі відповідає за зменшення ударного навантаження, а також за управління утворенням стружки та видаленням стружки.
Невеликі відмінності у геометрії ріжучої поверхні ваших мітчиків та якість вашої деталі може підвищитися на кілька ступенів. Вам також може знадобитися порівняти
розмір отвору, який ви свердлите, з розміром мітчика.Цілком можливо, що ваш мітчик занадто малий. Це не рідкість, але цю проблема важливо виправити.
Боротьба тут між міцністю нитки (тобто достатньою кількістю матеріалу) проти розумного крутного моменту (тобто більший коефіцієнт отвору/метчика). Якщо нитки тягнуть і рвуть, ймовірно, потрібно переглянути їх співвідношення між вашим отвором і мітчиком, зокрема, щоб зменшити крутний момент. Залежно від ваших потреб збільшуйте розмір свердла, щоб створити більший отвір, або, можливо, зменшити розмір мітчика.
П’ята проблема: клин мітчика
Якщо ваш мітчик застрягає або заклинюється в отворі, рішення аналогічне тому, коли мітчик рве різьблення. Перший, переконайтеся, що ви використовуєте
достатню кількість мастила та чи це правильний вид — без економії! Крім того, будьте впевнені що ваш отвір має відповідний розмір. Занадто малий,
і ви чините непотрібний тиск на мітчик та заготовку. Іншою причиною, як зазвичай, може бути погана поведінка стружки. Регулювання кута ріжучої поверхні
(щось ще, про що ми говорили в публікації минулого тижня), або, можливо, зменшення ширини мітчика може вирішити це.
Шоста проблема: надмірний знос мітчика
Якщо ваш мітчик зношується надто швидко, це може бути тому, що у вас є особливо абразивний матеріал або він має включення. Можливо, настав час переоцінити
покриття мітчика. Також може бути поява ще одного симптому несумісности осей інструменту та отвору. Будьте вдвічі та втричі впевнені,
що ваші осі для отворів/мітчиків співпадають. Знову ж таки, зміщення є однією з найпоширеніших причин, коли нарізання відбувається у формі груші.
Сьома проблема : Заломи на різальної поверхні
Після того, як різальна поверхня мітчика почне руйнуватися, проблема лише посилиться. Якщо ви використовуєте неправильний кут різальної поверхні або
вам потрібна інша поверхнева обробка, обов'язково спробуйте внести корективи швидко.
Восьма проблема: Перегрів мітчика
Як і з більшістю речей, пов'язаних з мітчиками, перше, що потрібно зробити, - перевірити, чи достатньо ви використовуєте змазування. Це знижує тертя і тиск,
а також звільняє стружки, що є всіма причинами, чому ваш мітчик може перегріватися під час використання. Як завжди, перевірте, чи ваш мітчик добре заточений
і що ви не намагаєтеся надмірно підвищувати швидкість. Поради по нарізанню не є універсальними, тому майте на увазі, що вам може знадобитися трохи попрацювати
з ним, виходячи з вашого інструменту та заготовки. Геометрія вашого інструменту також може бути причиною перегріву мітчика.
Ваша ширина землі може знадобитися зменшити для кращого очищення стружки. Діаметр різання на вашому мітчику може знадобитися підігнати так, щоб не було
такого сильного контакту з матеріалом. Чим довше контакт, тим більше надлишкового тепла генерується.
Дев'ята проблема: Погана поверхня різьби
Як і все інше, спочатку перевірте рівень змащення, тип змащення та гостроту інструменту. Геометрія інструменту тут є важливою - ваш діаметр різання,
кут різальної поверхні або кількість заокруглених витків могли б усі зробити вам погано. Занадто великий контакт фланків може створювати надмірне тепло
і тертя, викликаючи всякі неприємності з вашим металом. Зменшіть діаметр різання, щоб полегшити цю проблему. У деяких випадках неправильний кут різальної
поверхні (зазвичай занадто маленький) може бути вашою болючою точкою. Погане утворення стружки і вихід можуть погіршити якість, операція, контрольована в
основному кутом різальної поверхні. У тому ж руслі вам можуть знадобитися більше заокруглених витків, які відповідають за розподіл крутного моменту і
зниження тиску - обидві речі, які допомагають покращити ваше зачищення.
Десята проблема: Надмірний фрикційний опір і вимога до потужності
Буквально цілий набір змінних може спричиняти додаткове тертя або змушувати вас збільшувати потужність під час нарізання. У будь-якому випадку,
додаткова потужність, безсумнівно, є марною тратою ресурсів і машинного життя. Як і з усіма проблемами різьбо нарізання, спочатку перевірте, чи ваш
мастильний матеріал є правильним і в достатній кількості, чи мітчик гострий (або новий), і чи правильна ваша установка — я тут повторюю саме себе.
Геометрія інструменту також відіграє важливу роль у зменшенні та управлінні тертям. Ваш діаметр різання контролює багато тертя, яке природно утворюється
під час процесу нарізання, а також кут різальної поверхні та розмір точки. Занадто швидка або повільна швидкість різання може спричинити деформацію машини
та додаткове тертя. З іншого боку, якщо ваша проблема полягає в потужності, то ваші проблеми можуть бути пов'язані більше з обладнанням, ніж з процесом.
Якщо у вас є верстат, який ледве відповідає потужності, необхідної для роботи, то в результаті буде підвищена енергетична потреба або додаткове тертя під час обробки.
Як вибрати правильний мітчик і свердло ч.2
Найкращі методи для визначення ідеальної глибини та кроку різьби
Різьбовий отвір повинен ідеально збігатися з різьбовим кріпленням, яке буде використовуватися з ним, або зібраним з’єднанням не буде надійним.
Створення різьбових отворів із неправильною глибиною та кроком різьблення може бути величезним головним болем для виробників.
Виправлення деталей, виготовлених із невідповідною глибиною та кроком різьби, потребує повторної нарізки різьби. В іншому випадку деталі будуть
повністю списані в брак. На щастя, отримання постійно правильних значень для цих двох характеристик у оброблених отворах не так важко.
Іноді досить просто змінити тип мітчика або додати більше мастила.
Причини неправильної глибини та кроку різьби
Глибина різьби - це відстань від верху отвору до точки, з останньою повною ниткой. Крок визначається як відстань між двома точками двох різних різьб
вимірюється паралельно осі гвинта. Не забувайте врахувати конусну частину мітчика , щоб отримати, потрібну кількість ниток різьби,
а також просвердліть отвір мінімум на 0,050 дюймів глибше, ніж глибина мітчика. Деталі з отворами, що мають неправильну глибину та крок різьби,
як правило, можна пояснити:
* Неправильні мітчики - Використання мітчика, який не підходить для певного типу отвору, як-от використання мітчика зі спіральними канавками
на наскрізний отвір - може призвести до поломки інструмента. Подібним чином неправильний вивід стружки може призвести до зачищення або
пошкодженню різьби
* Тупі або пошкоджені мітчики. Використання тупих мітчиків може призвести до надмірного тертя, задирання та наклепу в заготовці та інструменті.
Зношені інструменти майже гарантують, що кінцева глибина різьби та крок будуть бути неправильним, оскільки інструмент недостатньо гострий для належного
різання заготовки, що призводить до меншої глибини різьби.
*Недостатнє видалення стружки під час нарізання різьби - особливо для глухих отворів. Погане видалення стружки може бути дуже шкідливим для якості
різьбового отвору. На відміну від наскрізних отворів, у глухих отворах немає способів видалення, за винятком спіралі мітчика.
Якщо цю стружку не видалити, вона може пошкодити різьбу.
Тому, щоб уникнути невідповідної глибини та кроку різьби, значну увагу слід приділяти типу використовуваного мітчика.
Використовуйте правильний мітчик
Значний вплив має тип використовуваного мітчику на якість різьбового отвору. Тому найкращі практики, які виробники можуть застосовувати,
щоб уникнути неправильної глибини та кроку різьби, завжди повністю розуміти всі вимоги до типу отвору для нарізання.
Нижче наведено кілька запитань:
* Який матеріал заготовки?
• Глухий чи наскрізний отвір?
• Який кінцевий діаметр різьбового отвору?
• Якого розміру повинні бути попередньо вирізані отвори?
• Яка глибина отвору?
Розглянувши ці питання перед замовленням інструменту та початком серійного виробництва, виробники можуть позбавте себе від розчарування,
пов’язаного з невідповідною глибиною різьби та кроком.
Якщо не видалити стружку в глухих отворах, вона може пошкодити різьбу. Для ефективного нарізання різьби у глухих отворах на станках з ЧПУ,
виробникам слід розглянути можливість використання мітчика з прямим канавками або мітчика зі спіральною канавкою.
Спіральні мітчики мають спіральний кут на передньому кінці інструмента, щоб допомогти витягнути стружку. Так само спіральні мітчики з
канавками мають відкриту спіраль, схожу на стандартну кінцеву фрезу, яка викидає стружку, рухаючись вгору спіралі. Обидва мітчики ідеально
підходять для нарізання глухих отворів з ЧПУ. Для ручного нарізання глухих отворів виробники повинні спочатку скористайтеся стандартним конічним
мітчиком, а потім вторим мітчиком, щоб нарізати всю глибину отвору. Наскрізні отвори набагато легше різати, ніж глухі отвори, і вони не вимагають тих самих спеціалізованих мітчики як для глухих отворів. Для наскрізних отворів виробникам рекомендується використовувати або прямі рифлені мітчики для ручного нарізування або спіральні мітчики для силового нарізування. Обидва типи мітчиків більш ніж підходять для
скрізних отворів, оскільки вони не потребують додаткових функцій для допомоги у відведенні стружки.
Установіть відповідність між матеріалом мітчика та матеріалом заготовки
Коли два метали з однаковою твердістю стираються один з одним без змащування або майже без нього, може виникнути задир. Тертя, яке виникає між мітчиком
і деталлю з однаковою твердістю, може спричинити утворення тепла. І коли нарізання різьблення продовжується, висока температура може призвести до
прискореного зносу інструменту та призвести до пошкодження інструменту та заготовки. Отже, коли мітчик повертається та викручується, він вириває шматки
нитки різьби Щоб запобігти подразненню від впливу на якість деталі, обов’язково використовуйте мастило під час різання заготовки.
Або подумайте про використання різьбової фрези для матеріалів, які важко нарізати, або для дорогих деталей, де зламаний мітчик може зіпсувати деталь.
Не використовуйте затуплені або пошкоджені мітчики
Використання тупого або пошкодженого мітчика є гарантованим способом отримати для деталі, що не відповідають специфікаціям.
Проблема з використанням зношених інструментів є потрійною—це може призвести не тільки до списання деталей, але й до поломки інструментів і,
що ще гірше, до пошкодження шпинделя станка.
Існує кілька способів виявити знос інструменту до того, як він почне впливати на якість деталей:
• Візуальний огляд інструментів
• Швидкість різання нижча за очікувану
• Перевірка якості розмірів отворів після виробництва
Щоб уникнути неправильної глибини та кроку різьби, пов’язаних із пошкодженими мітчиками, виробники можуть через регулярний огляд інструменту.
Зношені мітчики можна повторно заточити один або два рази, але після цього краще придбати абсолютно новий інструмент.
Перевірте умови експлуатації
Якщо отвори мають неправильну глибину та крок різьби, переконайтеся, що робочі параметри машини відповідають рекомендованому діапазону для
нарізання різьб відповідної заготовки.
Тобто оператори повинні гарантувати, що:
• Використовуйте правильну швидкість нарізування, щоб уникнути розриву або грубої різьби
• Гарне вирівнювання мітчика та просвердленого отвору, щоб запобігти як невідповідній різьбі, так і надмірно високому крутний момент,
який може призвести до поломки мітчику
• Як інструмент, так і заготовка належним чином закріплені - невиконання цього може призвести до вібрації, яка може пошкодити як інструмент,
верстат, так і заготовку.
Неправильну глибину та крок різьби можна легко вирішити, використовуючи правильний тип мітчика на основі матеріалу заготовки та характеристики отвору.
Якщо використовується правильний мітчик, перевірте його стан. Якщо він тупий, заточіть його або придбайте новий інструмент. Нарешті,
виробники повинні переконатися, що умови роботи машини знаходяться в рекомендованих межах на основі матеріалу заготовки. Дотримуючись цих
найкращих практик, виробники можуть значно збільшити ймовірність постійного виготовлення високоякісних різьбових отворів, які відповідають
вимогам замовника майже виключити брак через неправильну глибину та крок різьби.
Поширені проблеми, причини та виправлення мітчиків
Нарізування різьблення є одним із типів обробки, який найбільш схильний до проблем, оскільки вимагає ретельного балансування, планування та дослідження.
Особливо, коли ви використовуєте верстат з ЧПК, відсутність сенсорного зв’язку при цій операції може означати, що ви можете пропустити проблеми,
поки їх не буде надто пізно виправляти. Оскільки нарізання різьби це одна з останніх операцій, які потрібно виконати з деталлю, то проблема на цьому
єтапі може призвести до викиду багатьох деталей та втраченого часц. Від поломки, подряпин до грубої різьби. У нас є деякі відповіді яки можуть
врятувати вас від серйозних розчарувань і не дати зламаним мітчиками зламати ваш гаманець.
Перша проблема: поломка мітчика.
Безумовно, найбільш очевидною ознакою проблеми є поломка мітчика. Якщо ваш інструмент ламається, тріскається або сколюється, вам потрібно
швидко ввести зміни. По-перше, просто перевірте, чи використовуєте ви машину з правильній вихідною потужністю та інструмент.
Якщо геометрія вашого інструменту невірна або мітчик має невідповідну твердість для випадку використання, ви ведете програну битву.
Крім того, переконайтеся, що мітчик гострий. Якщо ви працюєте з тупим мітчиком, можливо зробити одну або дві заточки, перш ніж отримати заміну.
Крім того, намагайтеся, щоб ваш мітчик не був занадто тупий перед заточуванням. Оскільки тупі інструменти також можуть спричинити загартовування
(також причину поломки), ви маєте додатковий стимул контролювати інструмент. Так само ви можете зменшити проблеми
переконавшись, що ви правильно заточили мітчик. Забезпечте правильний кута різання та кут фаски.
При нарізанні різьби також часто не звертають уваги на якість самого отвору. Якщо просвердлений отвір занадто дрібний
або занадто малий, ви або зіпсуєте інструмент, або заготовку. Майте на увазі розмір свердла не завжди дорівнює розміру отвору.
Важливо перевірити надійність всього процесу, а не лише інструмента. Якщо просвердлений отвір занадто дрібний для використовуваного мітчика, це також спричинить проблеми.
Подібним чином, якщо просвердлений отвір і мітчик зміщені (навіть через жаб'ячу шерсть), мітчик ризикує отримати пошкодження.
Чесно кажучи, це перша причина поломки мітчика. Зміщення навіть на частку буде посилюється, чим далі просувається процес, і подвійно спричиняє
помилки (бачите, що я там зробив?), коли ваш мітчик викручується з отвору. Поломка, пов’язана з невідповідністю, також спричинена використанням
неправильних тримачів. Переконайтеся, що тримач, який ви використовуєте, правильно вирівняний з отвором.
Нарешті, можливо, ви не застосовуєте правильний вид мастила — і я не маю на увазі гроші чи бурбон (хоча особисто ми б теж не відмовилися).
Якщо ви зіткнулися з поломкою, відколами або тріщинами, вам може знадобитися зменшити тертя на мітчику, збільшивши кількість мастила під час обробки, або змінити тип мастила, яке ви використовуєте — найкращим є спеціальне мастило для нарізання різби.
Краще змащування також покращує видалення стружки. Це, безперечно, сфера, де більше означає краще.
Як вибрати правильний мітчик і свердло ч.1
Ми будемо з вами відверті — у більшості випадків потужність нашого обладнання надлишкова. Це може не сподобатися перфекціоністам, але це наука.
Зазвичай вам підійде 55-75%. чудово, зменшуючи навантаження на ваше обладнання майже рівноцінно збільшенню якісті. Правильна комбінація мітчика та
свердла є певною математичною проблемою на перший дотик, але забезпечить дійсно кращі результати.
По-перше, збільшивши зазор між діаметром отвору та діаметром мечика , ви максимізуєте ефективність обробки. Чим вище різниця діаметрів,
тим більше навантаження діє на мечик Менше навантаження = меншому зносу мечика, що завжди є плюсом.
Будьте обережні з різницею діаметрів занадто великий або занадто малий мітчик створюватимуть більш дрібні нитки або, можливо, навіть
призведуть до здирання. Крім того, менший тиск під час обробки також покращить вашу внутрішню різьбу. Отвір тобто
надто малий (або мітчик, який завеликий для отвору) викликає занадто великий тиск під час обробки. Це збільшується ваш ризик зв’язування,
поломки або розриву, оскільки мечик намагається видалити занадто багато матеріалу одночасно.
Завдяки цим поясненням може здатися, що менша ширина різання — це завжди добре, але коли ви ріжете м’які матеріали, більша ширина різання буде краще.
Більш м'який матеріал вимагає більш глибокі розрізи різьби для забезпечення належного захоплення та утримання. Це особливо важливо в ситуаціях,
коли ви може мати менше ниток, щоб витримати навантаження, наприклад, під час нарізання різьби в листовому матеріалі. На щастя, також м’які матеріали
полегшують різання з меншим або однаковим тиском на інструменти. З подібних причин це так важливо ретельно розрахувати отвір під різьбу та вміло
підібрати мітчик і свердло. В ідеалі ти хочуть отримати максимальне захоплення різьби, а також мінімізувати напругу машини та знос інструменту.
Як виміряти глибину різьби
Точне вимірювання глибини внутрішньої різьби може бути складним і трудомістким. Належна
глибина різьби в випадку з внутрішньою різьбою має вирішальне значення для того, щоб сполучена частина правильно закріпилася до поверхні
різьбового отвору, при сборці. Щоб перевірити глибину різьби, зазвичай потрібен вимірювач глибини різьби. Цифрові чи аналогові ці пристрої
забезпечують вимірювальні шкали для визначення глибини різьби. Вони також забезпечують повторювані результати, якщо поводитися обережно,
використовувати згідно з інструкцією і регулярно калібрувати. Послідовні та точні результати можна отримати, якщо особа, яка проводить вимірювання,
дотримується структурованого підходу. Ретельно дотримуючись наведених нижче кроків, ви можете звести до мінімуму ризик неточності вимірювань.
Крок 1 – Ознайомлення з частиною
Особа, яка виконує вимірювання, повинна бути знайома з деталлю, що підлягає вимірюванню. Це включає ідентифікацію різьби, яку потрібно виміряти,
та елементи, які можуть заважати проведенню вимірювань (наприклад, інші частини, що закривають різьбу). Перегляд технічного креслення має надати
достатню інформацію. Якщо креслення недоступне, уважно огляньте саму деталь.
Крок 2. Перевірте різьбу на чистоту
Переконайтеся, що на різьбі та отворі, що вимірюється, немає стружки, охолоджуючої рідини (або масла) тощо. забруднювачі,
такі як бруд або будь-яке інше сміття. Таке сміття може легко потрапити в нитку різьби, і іноді навіть відламаний кінчик головки мечик може
застрягти на дні глухого отвору.
Будь-який із них може:
• Впливати на точність вимірювань
• Порушити здатність користувача ідентифікувати пошкоджені нитки
• Пошкодити вимірювальний інструмент
Крок 3. Огляньте різьбу на наявність пошкоджень
Перевірте, чи не пошкоджені вітки різьби. Пошкодження вітка може статися на початку різьби, якщо деталь впала або на неї вдарився інший предмет.
Пошкоджений або тупий мечик також може призвести до пошкодження різьби.
Крок 4. Визначте тип і розмір різьби
Тип і розмір різьби повинні бути відображені на технічному кресленні деталі. Якщо ця інформація відсутня, зверніться до кресляра або інженера,
щоб підтвердити розмір різьби. Крім того, визначте розмір різьби за допомогою внутрішнього штангенциркуля, щоб виміряти внутрішній діаметр різьбу
та вимірювач кроку різьби для вимірювання кроку різьби. Коли ця інформація відома, використовуйте таблицю різьб для визначення розміру. Зверніть увагу
на те, метрична різьба чи ні. Метричні різьбові калібри вимірюють відстань між ними вітками різьби, тоді як вимірювачі кроку різьби для британських та
інших європейських різьб вимірюють кількість ниток на дюйм.
Крок 5. Перевірте направлення різьби.
Направлення різьби означає напрямок, у якому повинно повернути болт, щоб зачепити нитки. Знайдете початок вітка та визначте, проти годинникової
стрілки (для лівої) чи за годинниковою стрілкою (для правої). Використання вимірювального інструменту протилежного направлення унеможливить проведення
вимірювань.
Крок 6. Перевірте наладку вимірювального інструменту
Після того, як відомі розмір різьби та напрямок, виберіть відповідний вимірювальний інструмент. Це критично перед використанням перевірте наладку
калібрування вимірювального інструменту. Невірно відкалібрований інструмент може дати неточні результати вимірювань, що загрожує якості продукції.
Не використовуйте некалібрований вимірювальний інструмент.
Крок 7 - Виміряйте глибину різьби
Дотримуйтесь організаційних процедур або вказівок виробника вимірювального інструменту та виміряйте глибину різьби. Залежно від особливостей і
фізичного розміру деталі, вам може знадобитися спершу закріпити її на твердій, стабільній поверхні.
Крок 8 - Запис результату вимірювання
Після вимірювання запишіть його. Більшість організацій мають детальні процедури щодо того, де вимірювання повинні бути записані.
Якщо такої процедури немає, запишіть результати вимірювання або вручну в акуратному письмовому вигляді, або в електронному вигляді в електронній таблиці.
Зберігайте копії вимірювань для майбутніх посилань.
Обробка отворів малого діаметру
Філософія Стіва Джобса: «Ми маємо зробити дрібниці незабутніми» з кожним роком стає все більш правдивою, оскільки такі великі виробники електроніки,
як Intel, Samsung і TSMC, вкладають більше функціональних можливостей у менші пристрої та друковані плати (PCB). Але цей прогрес створює проблеми
в таких сферах застосування, як мікросвердління, оскільки виробники повинні знайти баланс між якістю та продуктивністю під час обробки дрібних
компонентів.
За даними Fortune Business Insights, очікується, що глобальний ринок послуг з виробництва електронних засобів (EMS) зросте з 504,22 мільярда доларів
США у 2022 році до 797,94 мільярда доларів США до 2029 року. У той же час кількість електронних компонентів стає меншою.
Потреба у зменшенні цифрових схем очевидна, оскільки вони можуть виконувати більше обробки за менший час і вміщувати більше місця для зберігання
в тому самому обсязі. Споживачі також вимагають дисплеїв з вищою роздільною здатністю, що досягається меншими та більшими пікселями.
Зростаюча потреба в менших електронних деталях створює реальні проблеми для виробників, у тому числі в таких процесах, як мікросвердління,
яке передбачає виготовлення отворів діаметром менше 3 мм (0,118 дюйма). Технології мікросвердління використовуються для виробництва компонентів,
починаючи від аерокосмічних компонентів, гідравлічних клапанів, корпусів годинників і медичних пристроїв до хірургічних інструментів, електроніки,
приводів, датчиків, навігаційних систем тощо.
Але які проблеми? Зокрема, виробникам все частіше доводиться обробляти невеликі, складні компоненти з матеріалів, які важко обробляти,
таких як інконель, нержавіюча сталь, кераміка та титан. Може бути складно обробляти ці матеріали економічно ефективно, зберігаючи найвищу якість — справді,
бездоганне покриття поверхні так само важливо для аерокосмічних компонентів, як і для волоконно-оптичних з’єднувачів.
Щоб конкурувати на зростаючих ринках виробнитства електронних компонентів, виробники повинні підтримувати найвищий рівень контролю якості,
а також зменшувати будь-які проблеми у виробничому процесі, які можуть спричинити надлишковий брак або простої. Як виробникам долати ці виклики,
залишаючись конкурентоспроможними? Відповідь полягає у високопродуктивних рішеннях для свердлування.
Довговічні інструменти
Виробники виявили, що мікросвердла можуть демонструвати недостатній термін служби інструменту під час обробки важкообробних матеріалів,
априклад виготовлених із матеріалів ISO M. У цих випадках конструкція, геометрія та тип покриття свердла суттєво впливали на їх продуктивність і
довговічність.
У відповідь Sandvik Coromant представив два нових мікросвердла: CoroDrill® 462 з геометрією -XM і CoroDrill® 862 з геометрією -GM.
Інструменти ідеально підходять для точного свердління в галузях промисловості, які мають справу з дрібними деталями, зокрема в медицині,
аерокосмічній промисловості, автомобільній промисловості, загальному машинобудуванні, електроніці та годинниковому виробництві.
Цей діапазон мікросвердел доступний для підтримки обробки всіх матеріалів ISO: P, M, K, S, O та H. Нові геометрії пропонують широкий діапазон
діаметрів і довжин різу. Іншими словами, якість мікросвердла впливає на якість кінцевого виробу. Але якою мірою? Щоб відповісти на це питання,
Sandvik Coromant провів тест.
Фахівці з інструментів Sandvik Coromant порівняли ефективність інструменту конкурента головного мікросвердла з CoroDrill 862 із геометрією -GM.
Кожен інструмент був запущений на верстаті DMG Mori Seiki Milltap 700 з метою свердління глухих отворів у заготовці з нержавіючої сталі ISO M 316L.
У кожному випадку використовували однакові налаштування інструменту, діаметр різання 2,5 мм (Dc) зі швидкістю (vc) 40 м/хв і швидкістю подачі 0,04
(fn) мм/z.
Результати були очевидними: інструмент конкурента зробив 630 отворів до того, як вичерпався термін служби. Тим часом свердло CoroDrill 862
виготовило 1260 отворів, що більше ніж на 100 відсотків збільшило термін служби інструменту порівняно зі свердлом конкурента.
Інженери Sandvik Coromant рекомендують клієнтам, які бажають свердлити отвори мікророзміру в матеріалах, які важко піддаються обробці,
таких як титан, алюміній, скло та кераміка, розглянути полікристалічний алмаз (PCD) для подовження терміну служби інструменту в цих складних
застосуваннях. Ґрунтуючись на успішних випробуваннях свердел PCD на мікродеталях із платини, Sandvik Coromant виявив, що PCD у 100 разів зносостійкіший,
ніж твердосплавні інструменти, а також точніші та можуть мати більш жорсткі допуски, ніж твердосплавні інструменти.
Охолоджуюча рідина є ще одним важливим моментом. Як і в макромасштабних програмах, також важливо забезпечити якісну подачу охолоджуючої рідини
для ефективного видалення стружки під час свердління глибоких отворів мікроінструментами. Безпосередні переваги охолоджуючої рідини включають подовження
терміну служби інструменту та зниження ризику заклинювання стружки. Ці функції мають явні переваги для загальних операційних витрат виробників (OPEX),
а також можуть допомогти виробникам знайти баланс між якістю та продуктивністю під час мікросвердління твердих матеріалів, таких як ISO M.
Роблячи це, перефразовуючи Стіва Джобса, вони можуть забезпечити невеликі речі незабутні з усіх правильних причин.
Отримайте максимум від ваших розточувальних інструментів. Поради, підказки та інструменти.
Тонке розточування, груба механічна обробка, розточування великого діаметру — незалежно від типу застосування, це ключ до отримання максимуму
від розточувальних інструментів. Застосування фінішної обробки отворів, як у майстерні, так і у високотехнологічному середовищі,
вимагають точності. Знання того, з якими труднощами можна зіткнутися та які розточувальні інструменти найбільше підходять для роботи,
може допомогти в досягненні успіху в застосуванні та виробництві компонентів, які відповідають конкретним вимогам до обробки.
Коли йдеться про те, щоб отримати максимальну віддачу від розточувальних інструментів, важливо пам’ятати, що розточувальні інструменти
слід вибирати відповідно до унікальних вимог до кожної роботи. Оскільки розточувальний інструмент налаштовується на отвір певного діаметру,
це впливає на баланс інструмента, що, у свою чергу, впливає на розмір отвору, обробку та швидкість проникнення розточувального інструмента.
У той час як невеликі обсяги робіт зазвичай вважають універсальні розточувальні інструменти більш вигідними, великі обсяги робіт і ті,
що мають жорсткіші допуски або вимоги до тонкої обробки, вимагають використання спеціальних інструментів для кожного застосування.
Ще одна важлива порада: тримайте інструмент якомога коротшим, щоб зменшити прогин, який може спричинити погану обробку. Співвідношення довжини
до діаметра надзвичайно важливо для розточувальних інструментів. В ідеалі відношення довжини до діаметра для недемпфованих систем розточування
становить 5xD або менше, тоді як технології важких металів, твердих сплавів і вібраційні технології можуть дозволити розточування до 10xD.
Наталі Уайз, менеджер із продуктів лінійки свердлильних виробів Allied Machine, поділилася, що «в наших модулях NOVITECH використовується
в’язкопружна рідина для мінімізації вібрації, дозволяючи отримати глибину отворів до 10xD. Ця технологія гасіння вібрацій не тільки покращує
термін служби ваших свердлильних інструментів, але й подовжує термін служби шпинделя, створюючи надзвичайну якість поверхні».
З модульними розточувальними системами важливо розглянути компоненти, вибрані для роботи, а потім спробувати видалити будь-яку непотрібну довжину.
Тому що, коли справа доходить до рішень для нудних інструментів, чим коротші та міцніші, тим краще.
У розточувальних роботах великого діаметру важливо визначити, чи має верстат, який планується використовувати, піноль.
Піноль — це система штока, яка висуває шпиндель за стандартне положення. Перо, яке також називають розточувальним шпинделем,
буває різного діаметру, зазвичай від п’яти до десяти дюймів, і може мати ход у кілька футів. Під час розточування великих діаметрів,
що мають певну глибину, пинолі дозволяють зробити розточувальний інструмент якомога коротшим, що може бути різницею між робочим чи ні.
Також важливо мати на увазі кілька інших факторів. Занадто великий радіус носа та надто мала глибина різання спричинять відштовхування
(радіальне відхилення) та вібрації, що призводить до поганої обробки та довговічності інструменту.
Слід також звернути увагу на вставки, які використовуються з розточувальними інструментами, оскільки вони також відіграють важливу роль.
Правильну геометрію та тип пластини слід вибирати с урахуванням матеріалу, що обробляється, припуску та необхідного ресурсу інструменту.
Крім того, покриття та радіус носа пластини, який має відповідати глибині різання, впливають на продуктивність інструменту.
Стружколоми також впливають на продуктивність, тому що контроль стружколому часто є функцією стружколома вставки, а отже, може визначити
успіх чи невдачу.
Успіх залежить не тільки від самого інструменту, але й від можливостей розточувального станка. Наприклад, великі діаметри можуть викликати
проблеми при розгляді ваги розточувального інструменту та моменту інструменту. Вага та момент інструменту впливатимуть на здатність системи
захвату утримувати інструмент у шпинделі, що може призвести до різних проблем, а також впливатиме на те, що система зміни інструменту виконує
заміну інструменту або зберігає інструмент у своєму магазині. Іншою проблемою може бути доступна потужність, що бореться з діаметром інструменту
та кількістю матеріалу, що знімається. Тому важливо пам’ятати про обмеження станка.
Тим не менш, оцінка розточувальних інструментальних рішень на основі потреб програми виробництва все ще є ключовою. Модульні з’єднання, наприклад,
дуже корисні в розточувальних системах. Ці з’єднання не тільки зменшують потребу в спеціальних подовжувачах, але й забезпечують легку адаптацію до машин.
Завдяки модульному з’єднанню хвостовики можна швидко замінити на різні типи шпинделів; крім того, він забезпечує максимальну гнучкість системи,
дозволяючи виконувати кілька налаштувань. При використанні модульного з'єднання інструмент можна зробити максимально коротким і міцним.
Завдяки оптимізації модульних компонентів, які використовуються для надання розточувальному інструменту такої довжини, як подовжувачі,
редуктори та головні хвостовики збільшеної довжини, коефіцієнт LxD можна значно зменшити. Наприклад, для отвору діаметром 75 міліметрів,
який має глибину 300 міліметрів, одна установка свердління може призвести до співвідношення 7xD, тоді як інша такої ж довжини може мати лише 5xD.
Налаштування 5xD зрештою працюватиме краще, ніж 7xD, особливо якщо врахувати час циклу.
Окрім модульних з’єднань, необхідно також розглянути, чи є найкращим варіантом для конкретного застосування: окремий розточувальній інструмент
чи набір. У той час як комплекти забезпечують гнучкість, окремі розточувальні інструменти забезпечують послідовність, коли це найбільше потрібно.
Для робітничих майстерень часто корисно використовувати набори розточувальних інструментів, які дозволяють використовувати різні діапазони
діаметрів відповідно до індивідуальних вимог цеху. По суті, розточувальні набори ідеально підходять для машиністів, які шукають розточувальний
інструмент для виконання різноманітних завдань. І навпаки, окремі розточувальні інструменти частіше використовуються у серійному виробництві.
Якщо цех працює день у день, налаштування одного інструменту забезпечують менші витрати на інструмент і зберігають узгодженість,
необхідну для більш вузького діапазону діаметрів.
Іншим варіантом, який слід враховувати при виборі інструменту, є нестандартні розточувальні інструменти. Від скорочення часу циклу та
покращення якості компонента до забезпечення економії коштів за рахунок об’єднання кількох отворів в одну операцію, спеціальні розточувальні
інструменти забезпечують різноманітні переваги. У той же час, незважаючи на те, що багато нудних програм можуть запускати готові інструменти,
завжди є унікальні програми, які потребують спеціальних рішень. Складні профілі отворів і обмеження верстатного магазину вимагають одного інструменту
з кількома діаметрами та кроками. Іншим прикладом може бути розробка лінійних розточувальних інструментів, які були створені через властиві
розточувальним інструментам обмеження щодо довжини та необхідності досягнення концентричності між окремими отворами, а також допусків на округлість
і діаметр кожного. Зрештою, спеціальні розточувальні інструменти надають багато переваг, але вони часто розробляються на основі конкретних вимог
виробництва.
Незалежно від розточувального інструменту, часто доводиться впоратися з проблемами, щоб отримати максимальну користь від інструментів.
Візьмемо, наприклад, обробку поверхні; розточувальні інструменти можуть досягти дуже тонкої обробки поверхні, особливо при використанні вставки
з геометрією Wiper; однак швидкість подачі, радіус кінчика та глибина різання також відіграють вирішальну роль у виконанні необхідних вимог до
обробки. Хоча зазвичай це не проблема, охолоджуюча рідина може допомогти досягти бажаної якості поверхні та може збільшити термін служби інструменту,
якщо охолоджуюча рідина підтримується. Тим не менш, необхідно ретельно розглянути охолоджуючу рідину за кількох умов:
1. Інтегровані цифрові інструменти – деякі цифрові свердлильні головки мають обмеження тиску охолоджуючої рідини. Перевищення цих обмежень може
призвести до пошкодження внутрішніх компонентів свердлильної головки. У багатьох верстатах працюють насоси на 1000 фунтів на кв. дюйм, що,
на жаль, може призвести до псування ущільнень. Особливо при чистовому розточуванні цей тиск охолоджуючої рідини не є необхідним.
Стружка часто настільки мала, що видалення стружки є надмірним, тому, якщо контроль стружки правильний, 300 фунтів на квадратний
дюйм цілком прийнятно.
2. Важка чорнова обробка – якщо кількість припуску, що видаляється, перевищує різницю між розміром отвору та діаметром корпусу, видалення стружки може
бути ускладнено, тому охолоджуюча рідина відіграватиме значну роль у таких ситуаціях.
3. CBN вставки – CBN погано витримує термічний удар, який може виникнути під час використання охолоджуючої рідини.
У більшості випадків CBN висушують, щоб запобігти проблемам.
Зрештою, розчинні охолоджуючі рідини, як правило, найкраще підходять для внутрішніх компонентів розточувальних інструментів, оскільки синтетика
може спричинити внутрішні пошкодження та знизити точність.
Видалення стружки, хоча й є більшою проблемою під час чорнової, а не чистової обробки, є ключовою сферою, де вибір пластин може мати
суттєве значення. Геометричні форми слід ретельно вибирати на основі матеріалу, що розточується, і кількості видаленого матеріалу.
Іншим аспектом, на який слід звернути увагу, є діаметр корпуса розточувального інструменту та додаткових модульних компонентів,
таких як подовжувачі та редуктори, у порівнянні з кількістю видаленого матеріалу. Якщо кількість матеріалу, що видаляється, перевищує
різницю між розміром отвору та діаметром корпусу, евакуація стружки може бути ускладнена та може призвести до пошкодження розточувального
інструменту та, можливо, заготовки. Загалом, чим коротша стружка, тим краще відведення стружки, тому уважність до вибору інструменту
та самого застосування призводить до кращого формування стружки.
Подібно до появи нових покриттів для вставок, розточувальні інструменти в цілому, ймовірно, постійно вдосконалюватимуться та впроваджуватимуться
інновації. Як і в будь-якій іншій галузі, технологія, яка раніше використовувалася лише в одноразових або маломасштабних спеціальних програмах,
перейде до більш звичайних повсякденних програм, ставши доступнішою та дешевшою. Згодом більшість, якщо не всі регульовані розточувальні інструменти,
будуть цифровими. Також може стати звичним, коли регульовані розточувальні інструменти регулюються окремим модулем або навіть телефоном.
Хоча це може бути не загальновідомо, подібна технологія вже існує на ринку. Однак, оскільки машинобудівна галузь чекає цих досягнень,
щоб отримати найбільшу вигоду від своїх нудних інструментів, потрібно вивчити, які інструментальні рішення найкраще працюватимуть
у робочому середовищі та як ці інструменти можуть подолати потенційні виклики.
Захистить своє обладнання, збережіть гроші
Металева стружка, рідини, стружки та інші забруднення завдадуть шкоди кульковим гвинтам або лінійним направляючим вашого токарного
або фрезерного верстату. Динамічний і гнучкий захист необхідний для підтримки штоків циліндрів, лінійних підшипників і направляючих у
робочому стані. Сильфони та кришки допомагають захистити важливі частини, не перешкоджаючи руху
Типи гнучких чохлів і рівні захисту
Існують гнучкі конструкції чохлів, які можна згортати, згинати та згинати, щоб забезпечити необмежений рух у всьому діапазоні рухів.
Захисні чохли доступні з різних матеріалів і типів. Вони можуть бути на основі полімерів, металу або тканини залежно від вимог застосування.
1. Тканинні сильфони є найбільш гнучкими для адаптації до високих швидкостей і плавного ковзання. Вони доступні в різних формах, розмірах і
матеріалах, включаючи тканини з еластомерним покриттям, термопластики та арамідні волокна з покриттям. Засоби захисту направляючих в можуть мати
спеціальні профілі (пластикові ребра жорсткості), які підходять навколо захисної рейки або поверхні шляху.
2. Тканеві ролети здатні працювати на високій швидкості та мають широкий вибір матеріалів для відтінків. Вони ідеально підходять для направляючих
верстатів та промислового обладнання з просторовими перешкодами, які перешкоджають більш глибоким профілям покриття. Вони часто використовуються
для додаткової безпеки оператора біля токарного верстата.
3. Кришки зі сталевими розсувними пластинами є низько профільним варіантом, здатним працювати на високій швидкості та стійким до бризок
під час зварювання та гарячої стружки. Рідини можуть просочуватися через екрани, тому повідомьте виробнику, які умови очікуються.
4. Алюмінієві ролети виготовлені із з’єднаних пластин, які створюють бар’єр від гарячої стружки та впливу світла на охолоджуючі рідини та масла.
Гладка поверхня покриття додає машині загальний вигляд.
5. Сильфони зі сталевим покриттям мають щитки, прикріплені до складок сильфона для захисту від абразивів і рідин. Сильфони з металевим
екраном пропонують низько профільну альтернативу телескопічним чохлам.
6. Металеві ролети зі сталевою стрічкою підходять для більш довгих переміщень і широких прольотів, і деякі виробники пропонують важку версію
(наприклад, кришку Steelflex від Dynatect), яку можна використовувати як поверхню для проходження для покриття небезпечних ям.
7. Сталеві телескопічні чохли забезпечують максимальний захист машинних шляхів від падіння інструментів, абразивів, хімікатів і охолоджуючих рідин.
Телескопічні кришки можна відремонтувати, а двірники замінити за потреби. Dynatect пропонує повний комплекс послуг з ремонту та виготовлення
телескопічних чохлів.
Для правильного вибору захисту необхідно розуміти робоче середовище
Температурні умови, включаючи температуру навколишнього середовища та джерела тепла поблизу
Вплив загроз навколишнього середовища, таких як пил, масла, кислота, охолоджуюча рідина, бризки зварювання тощо.
Швидкість (швидкість і прискорення) покриття і частота циклу
Умови вакууму або тиску
Вимоги щодо підтримки навантаження (наприклад, поверхня, по якій можна ходити для перевірки чи обслуговування, велике навантаження
стружки або захист від падіння інструментів)
Орієнтація ходу захисту (горизонтальна, вертикальна, поперечна/фронтальна, стеля/кришка даху)
Галузі промисловості та застосування динамічних захисних покриттів
Засоби захисту використовуються в різних галузях промисловості, включаючи верстатобудування, медичне обладнання, гірничу промисловість,
енергетику, контроль руху та транспорт. Багато традиційних застосувань машинобудівних верстатів вимагають рішень для важкої охолоджуючої
рідини та гарячої стружки. Для інших застосувань може знадобитися гнучкий захист у середовищах із сильними коливаннями температури.
Ось приклади польових застосувань:
1. На хімічному заводі використовуються формовані тканинні сильфони з еластомерним покриттям для герметизації отворів між клапанами
або трубопроводом і кріогенним кожухом. Матеріал ущільнювального сильфона має забезпечувати гнучкість руху та витримувати екстремальний
холод та вплив ультрафіолетового світла.
2. У системі дугового зварювання використовується кришка сильфонного типу для захисту направляючих, кулькових гвинтів і оптичних датчиків
на горизонтальній осі. від абразивів і падіння предметів. Шарнірні сталеві пластини, що перекриваються, прикріплені до верхньої частини сильфона,
забезпечують додаткову підтримку від абразивів і падіння предметів. Місця для телескопічної кришки металевої коробки недостатньо,
і згорнута кришка залишила б боки незахищеними.
3. Виробник літаків із системою портального фрезерного вестату використовує 120-футову металеву кришку, що згортається, не лише для захисту,
але й як безпечну доріжку для робітників, коли машина не рухається. Портальна система млинів розташована під рівнем підлоги в ямах, які охоплюють
довжину машини. Згортання також захищає портальну систему від металевої стружки та падіння деталей.
Варіанти заміни наявних засобів захисту
Якщо надіслати старі м’які обкладинки, оригінальний дизайн можна переробити та замінити. Деталі програми також можна отримати за допомогою таблиць даних виробника
або форм запиту пропозицій.
Кришки з металевими компонентами (наприклад, телескопічні кришки) можна відремонтувати, щоб виглядати та функціонувати як нові.
Ремонт телескопічної кришки може бути запропонований на місці через ремонтну майстерню або від оригінального виробника кришки.
Сильно пошкоджені або зім’яті кришки повинні відправлятися на підприємство, яке може виробляти нові компоненти.
Виробник чохла має повний перелік запасних частин OEM для повного відновлення чохла, що дає йому перевагу перед ремонтною майстернею.
Крім того, виробники чохлів мають можливості зворотного проектування, щоб замінити пошкоджені чохли, які неможливо відновити.
Декілька слів про 1-2-3 блоки.
В Америці дуже часто при фрезерної обробці, та вимірюваннях використовують 1-2-3 блоки. На теренах України я такого практично не зустрічав,
тому я вирішив перекласти статтю про них з сайту Practical Machinist
Що таке блок 1-2-3? Ви, мабуть, пам’ятаєте ці дорогоцінні камені як один із ваших перших проектів обробки, коли ви були в школі чи під
час навчання. Блоки 1-2-3 - це блоки із загартованої та шліфованої сталі. Їх називають 1-2-3 блоками, тому що їхні сторони мають довжину
1,2 і 3 дюйми відповідно. Існують також більші версії блоків 1-2-3, які називаються блоками 2-4-6.
Немає єдиного правильного способу використання 1-2-3 блоків, насправді кількість використань є експоненціальною
і може виглядати по-різному від одного магазину до іншого (цей справді привернув нашу увагу).
Використання точних блоків або блоків 1-2-3 вимагає творчого підходу, оскільки їх можна використовувати різними способами,
деякі з яких ви можете придумати самі!
Поширені способи використання блоків 1-2-3
1-2-3 блоки стають у пригоді для завдань перевірки та вимірювання. Наприклад, їх можна притулити до краю,
щоб створити виступаючу поверхню, на якій можна використовувати даний вимірювальний інструмент.
Їх зазвичай використовують як паралелі. Їх можна підкласти під деталь, щоб можна було просвердлити наскрізні отвори в деталі,
не пошкодивши стіл. Блоки Precision 1-2-3 також корисні для кріплення деталей до вашого робочого столу, щоб вони знаходилися на підвищенні.
У фрезерних операціях ці блоки зазвичай використовуються як квадратний орієнтир або точка кріплення.
Блоки 1-2-3 зручні для точного представлення довжини, роблячи їх схожими на блоки вимірювання.
Додаткове використання блоків 1-2-3 включає:
Точне шліфування, розкладка
Перевірка корекції довжини фрезерного та токарного інструменту
Відлік, та вимірювання
Створення та відтворення налаштувань, для закріплення деталей на столі фрезерного, або розточувального верстата.
Як працюють блоки 1-2-3
Хоча це не завжди так, 1-2-3 блоки зазвичай мають перехресні отвори. Ці діри є з кількох різних причин.
Для початку вони дозволяють з’єднувати блоки один з одним та/або з робочим столом фрезерного, або розточувального верстата за
допомогою болтів, дозволяючи створювати різні конфігурації, роблячи безмежними можливості застосування.
Отвори також роблять блок набагато легшим, що полегшує його обробку. Ці отвори можуть мати різьбу, хоча 1-2-3 блоки зазвичай мають
комбінацію різьбових отворів і отворів без різьби.
Залежно від того, де ваші блоки 1-2-3 будуть використовуватися в майстерні, важливо мати пневматичний інструмент для очищення отворів,
щоб охолоджуюча рідина, пил і стружка не накопичувалися в отворі та не заважали вам працювати.
Виготовлення власних блоків 1-2-3
Обробка ваших власних блоків 1-2-3 вимагає високого рівня точності через їх універсальність у верстатному цеху.
Вони повинні бути точно спрямовані в квадрат і паралельні. Нижче наведено відео, де вказані нюансі по виготовленню таких блоків самостійно
Різновид 1-2-3 блоків
Обережно: часто купують блок 1-2-3, а отвори виявляються замалими для ваших потреб. Цю проблему можна вирішити, збільшивши їх самостійно,
але пам’ятайте про це, вибираючи блок 1-2-3, і вбережіть себе від будь-яких сюрпризів.
Як згадувалося раніше в статті, не всі блоки 1-2-3 мають отвори, як ця модель Taytools. Блок був виготовлений із високоякісної високоточної
шліфованої сталі та загартований до RC 55-62 з усіх шести сторін. Прямоугольність з усіх сторін знаходиться в межах 0,0002 дюйма.
Ви, напевно, помітили, що не всі блоки 1-2-3 мають однакову кількість отворів, і ви можете запитати, чи існує правило вибору правильної кількості.
Дон Бейлі з Suburban Tool Inc. поділився порадами щодо вибору правильного типу у відео нижче.
Декілька слів про пристрії цифрової індикації
Цифрове зчитування, цифрове зчитування позиції, або DRO, — це цифровий дисплей, встановлений на ручній машині.
Дисплей показує положення вашої деталі або інструменту. Отже, яка користь для станочника? Щоб виконувати швидше та з більшою точністю.
З DRO розраховуйте витрачати менше часу на математику. Зменшення людських розрахунків означає зменшення людських помилок, таким чином
сприяючи меншій кількості браку та більшому прибутку. Коли ви витрачаєте менше часу на перевірку та вимірювання та більше часу на виготовлення
деталей, продуктивність значно зростає.
Поширені проблеми, які спонукають машиністів купувати блок DRO, це неправильне зчитування циферблатів маховичка, втрата рахунку обертів колеса
та незручність перемикання з метричної системи на британську, що легко зробити за допомогою DRO. DRO сумісні з багатьма різними верстатами,
найчастіше фрезами та токарними верстатами. На фрезерному верстаті 3-осьовий DRO показує положення осі X і Y фрезерного столу плюс положення
осі Z ріжучого інструменту. На токарному верстаті типовий 2-осьовий DRO показує положення супорта та поперечного супорта.
Отже, як ці пристрої взагалі працюють? Інтегрований комп’ютер зчитує сигнали, які надсилаються з енкодерів, встановлених для відстеження
осей машини. Ці енкодери є лінійними або поворотними і повідомляють про рух заготовки на дисплей.Енкодери Енкодери є фундаментальною частиною
пристрою DRO. Важливо розуміти різні типи енкодерів, оскільки вони є основною частиною того, що відрізняє один DRO від іншого Як вони працюють
Перш ніж розбирати різні типи енкодерів, які є основними частинами комплекту DRO, ми повинні зрозуміти, що таке енкодер.
Енкодер, який також називають шкалою або датчиком, є чутливим пристроєм, який забезпечує зворотний зв’язок. Цей зворотний зв’язок є перетворенням
руху в електричний сигнал, який відображається для інтерпретації оператором на дисплеї, який містить інформацію про позиціонування та рух заготовки.
Енкодери в наборах DRO складаються з шкали, яка залишається нерухомою, і шкали, яка рухається разом із заготовкою. Далі енкодер вимірює зміни
положення двох шкал. Потім сигнали надсилаються на дисплей одним із двох способів: інкрементним або абсолютним.
Інкрементний
Ключовим тут є те, що при поступовому русі конкретна позиція не відстежується. Мета полягає лише в тому, щоб виміряти зміну руху від
одного положення до іншого.
Абсолютний
Абсолютний енкодер повідомляє дві речі. Подібно до інкрементного енкодера, він вказує, чи змінилося положення заготовки.
Крім того, повідомляється абсолютна позиція енкодера.
Лінійні та поворотні енкодери
Простіше кажучи, лінійні енкодери відстежують лінійний рух, а поворотні енкодери відстежують обертові вали.
Кожен з них призначений для виявлення відповідних помилок рухів, які вони відстежують. Лінійні енкодери використовуються частіше, ніж поворотні,
як для токарних, так і для фрезових робіт. Ось чому.
Лінійні енкодери
Енкодер - це частина, яка з'єднується з рухомою частиною машини. Оскільки енкодер розташований дуже близько до високошвидкісних рухів машини,
він може бути пошкоджений від удару. Тому рекомендується придбати металевий щит, щоб захистити свій DRO. Лінійні енкодери допомагають мінімізувати
помилки передачі руху, такі як люфт, гістерезис тощо. Оскільки ці енкодери вимірюють позиціонування, абсолютно необхідно їх обережно монтувати,
щоб гарантувати, що цілісність сигналу не буде порушена.
Поворотні енкодери
Ротаційні енкодери вимірюють обертання. У верстатобудівній промисловості вони найкраще підходять для моніторингу обертання шпинделя,
однак є деякі проблеми з поворотними датчиками, які роблять лінійний варіант більш популярним. Обороти вказують положення ріжучого інструменту,
відстежуючи кількість обертів, необхідних двигуну для приводу кулькової гвинти. Однак те, що поворотний кодер нехтує відстеженням, так це вплив
значного тертя на шарико-гвинтову передачу під час високих швидкостей і швидкості прискорення/уповільнення. Цей ефект називається тепловим
розширенням, яке змінює положення гайки, яка рухається вздовж гвинта, а отже, і ріжучого інструменту. Отже, мораль історії: коли це можливо,
подумайте про лінійний енкодер для свого пристрою DRO.
Типи лінійних і поворотних датчиків
Кожен енкодер має різні типи. Найпоширенішими є оптичні та магнітні енкодери.
Оптичний
Скляна шкала — це товста скляна смужка з двома оптичними датчиками, які розташовані близько один до одного для виконання певної
форми фотоелектронного сканування. По суті, оптичні ваги використовують або відбиття, або дифракцію світла для визначення позиціонування.
Стрічка розміщена в закритому алюмінієвому корпусі. Корпус є життєво важливим засобом захисту, оскільки оптичні енкодери дуже чутливі
до будь-якого сміття, яке може перешкоджати передачі світла, і розташовуються безпосередньо там, де виконується робота.
Скляні ваги є найкращими для надточної обробки, оскільки вони пропонують вищу роздільну здатність, ніж їх магнітні аналоги.
Це робить їх дуже популярними в аерокосмічному виробництві.
Магнітний
Магнітні енкодери мають датчики, які надають інформацію про місцезнаходження, виявляючи зміну магнітних полів.
Якщо для вашого застосування потрібен довгий енкодер, пропонуються магнітні енкодери довжиною до 100 метрів.
Громіздкість магнітних енкодерів справді дещо ускладнює процес монтажу, однак їх стиль дизайну дозволяє їм бути настільки міцними.
DRO досить суперечливі в тому, що вони є дорогим доповненням, але економлять гроші. Щоб вирішити, чи підходить вам один, знадобиться деякий час.
Отже, якщо ви дійшли до іншої сторони фази розгляду та вирішили, що вам потрібен комплект УЦІ, є остання дуже важлива річ,
яку ми радимо вам вивчити.
Тип дисплея
Хоча різні бренди та моделі справді працюють однаково, вони роблять це по-різному. Існує два основні методи відображення зі своїми перевагами
та недоліками.
Система меню: цей дисплей має менший і витончений дисплей із меншою кількістю кнопок і меншою клавіатурою. Оскільки системи меню легші у виготовленні,
вони дешевші у виробництві і, отже, є більш економічним варіантом. Спочатку це здається перевагою, однак, можливо, ви отримуєте більше, ніж очікували.
Оскільки системи меню мають менше елементів керування, оператор повинен розраховувати на запам’ятовування багатьох натискань клавіш, оскільки дисплей
функціонує з системою детального меню. Щоб отримати доступ до потрібних ключових функцій, знадобиться значний обсяг вивчення або ви повинні очікувати
регулярного використання довідника системи меню.
Спеціальна система кнопок або апаратних клавіш: замість системи деталізації цей дисплей пропонує спеціальну систему кнопок, як випливає з назви.
Заповнений кнопками, використовується більше матеріалів, тому виготовлення дисплея дорожче, ніж система меню, а отже, дорожче. Але вони дійсно
є найпростішим у використанні варіантом.
Коли справа доходить до встановлення вашого комплекту DRO, обдумано вирішіть, чи це у ваших інтересах взятися за це самостійно чи найняти
професіонала для виконання роботи.
Ремонт рамного уровня
Один из самых универсальных инструментов для ремонта направляющих токарных и фрезерных станков – это рамный уровень.
Но он, как и любой другой инструмент со временем теряет точность. Сегодня мы рассмотрим, как проверить плоскостность и
перпендикулярность рамного уровня. Первым делом проверяем плоскостность рабочего основания по контрольной плите в нашем
случае ее нужно подшабрить, что мы и делаем. Потом при помощи плиты, стойки и микронного индикатора, проверяем
параллельность верхней и нижней контрольных плоскостей. Если они расходятся, то доводим их при помощи шабера.
После чего проверяем перпендикулярность, для это ставим на плиту калиброванный валик, фиксируем его и про помощи
микронного индикатора, измеряем 2 размера, от одной плоскости потом переворачиваем уровень и измеряем расстояние от
другой плоскости. При помощи шабера корректируем разницу. Уровень готов к работе.




Точение втулок отбойного молотка
Изготовление втулок на отбойный молоток, в целом достаточно простая работа, но заказика настоял на обязательном исполненнии
радиусов, что вызвало определенные сложности, также работу усложнил материал сталь х12мф и необходимость токарной обработки детали
после термической обработки.




Обработка корпуса вакуумного насоса
Обработка корпуса вакуумного насоса на планшайбе
3Д модель детали и планшайбы

Изготовления оправки для корончатого сверла
Поступил заказ на изготовление оправки для алмазного сверла
Чертеж детали

Сама по себе деталь не сложная, но есть нюансы. Резьбу надо выполнить соосно посадочному конусу, а конус соосно отверстию
под вал диаметром 22 мм. Также дело усложняет дюймовая резьба с нестандартным шагом резьбы, для такого размера.

Порядок изготовления детали.
С одной установки сверлим отверстие под резьбу, после чего растачиваем конус и резьбовым резцом нарезаем резьбу.
После чего переустанавливаем деталь, при этом часом индикатором контролируем биение в пределах 0.02мм. После чего
выполняем предварительное сверление и растачиваем размер 22 -0.02. Затем фрезеруем лыски под ключ и деталь готова.



Пресс-форма для литья резины.
Одна из самых простых форм для резины, для изготовления используется только токарный станок с ЧПУ и немного слесарной обработки. В частности,
шлифовка формы. На картинке изображены детали пресс-формы - матрица, пуансон, знак и сама деталь.

На этой картинке изображен пуансон, схематически показана заготовка и резец токарного станка, которым производится токарная обработка детали.

Изготовление дискового ножа.
Изготовление деталей такой толщины и диметра всегда сопряжено с трудностями. Начиная от выбора заготовки, круг такого диаметра в продаже
бывает достаточно редко, а полоса идет не совсем удобной формы, для обработки на токарном станке. Но поскольку других вариантов нет, то
я выбираю в качестве заготовки лист 420*500мм толщиной 10мм. Поскольку деталь такого габарита на имеющиеся в моем цеху токарные станки
установить не получается в силу большого габарита, я принял решение произвести предварительную обработку детали на фрезерном станке с ЧПУ.
Сверлим технологические крепежные отверстия и вырезаем наружный диаметр с припуском 5 миллиметров, а внутренний с припуском 100мм.
После чего изготавливаю планшайбу на которой буду производить токарную обработку детали. На этой планшайбе я обрабатываю лист по толщине
оставляя припуск 1мм на чистовую обработку после закалки. Следующая операция – сверление крепежных отверстий в теле детали и фрезерование
внутреннего отверстия с припуском в 5мм. Т.е. я убираю часть детали, где были просверлены технологические отверстия для закрепления заготовки
на планшайбе. После чего на токарном станке обрабатываю наружный и внутренний диаметры оставляя припуск на чистовую обработку 1мм,
также выполняю фаску согласно чертежа. Затем деталь отправляется на термооборабтку, после термообработки производим шлифование плоскостей
детали на плоскошлифовальном станке. В связи с тем, что деталь имеет больной диаметр, обработку внутреннего и наружного диаметра производим
не на шлифовальном станке, а на токарном, специальной пластиной для обработки закаленных деталей.




Нарезка винтов для червячной передачи.
Один их распространенных видов работ на токарном станке – это нарезка архимедовых червяков, для червячных передач. Несмотря на то, что
этот метод далеко не самый производительный, он до сих пор находит широкое применение в единичном и мелкосерийном производстве. Посмотрим на
модель червяка. Модуль 6, однозаходный, направление витка – правое.

В «классическом варианте нарезки червяка крупного модуля на «ручном» токарном станке. Вначале канавочным резцом немного меньшим чем ширина впадины
прорезали канавку на высоту зуба. Потом специальным фасонным резцом либо обычным отрезным обрабатывали одну сторону канавки, а затем вторую. После
чего выполняли финишную обработку, специальным фасонным резцом заточенным в соответствии с формой впадины зуба. Естественно такой метод, особенно
на старых станках без установленного УЦИ, достаточно трудоемкий и утомительный, а при нарезании червяков с числом заходов 2 и более неизбежно
приводит к ошибкам. Также трудности вызывает «попадание» в предварительно нарезанную канавку переточенным инструментом. В попытке избежать таких
проблем, нашли применение специальные патроны, с возможностью поворота обрабатываемой детали, относительно шпинделя станка на фиксированный угол,
соответствующий частному деления 360 на N где N – количество заходов нарезаемого червяка.
Но к счастью технический прогресс не стоит на месте и с появлением токарных станков с ЧПУ, изготавливать такие детали стало значительно проще.
Благодаря программируемому синхронизированному движению оси Z станка и оси вращения шпинделя, необходимость в дополнительных делительных устройствах
отпала. И также появилась возможность отойти от метода копирования, используя при этом стандартные режущие пластины. Это позволило значительно
снизить нагрузки на станок и инструмент, отойти от использования дорогих и ненадежных фасонных резцов. И значительно повысить точность обработки.
А использование макропрограмирования, позволило написать одну программу в которой при помощи изменения нескольких параметров можно применять для
нарезания практически любых червяков.
Формирование профиля червячной передачи стандартной пластиной типа VBMT


Рассмотрим макрос, для нарезания червячного винта.
M3 S100
;===== mutable parametes ============
#<'modul>=3
#<'dworm>=37.8
#<'top_len>=2
#<'gearing_angle>=20
#<'x_inc>=0.2
#<'z_inc>=0.2
#<'z_worm_start>=-97 ;start Z
#<'z_worm_fin>=-165 ;konec Z
#<'xoutcome>=20 ;otvod X
;========== End of variable param===========
#<'bottom_angle>=[90-20]
#<'xst>=[#<'dworm>/2+1]
#<'h_tooth>=[#<'modul>*2.25]
#<'x_low>=[#<'dworm>/2-#
#<'step>=[#<'modul>*3.14]
#<'depth>=[#<'dworm>/2-#<'h_tooth>]
#<'gap_top>=[#<'step>-#<'top_len>]
#<'zst>=[#<'z_worm_start>+1+#<'gap_top>]
#<'xp>=[#<'h_tooth>/#<'x_inc>]
#<'xpas>=FIX[#<'xp>]
#<'xincr>=[#<'h_tooth>/#<'xpas>]
#<'x_cur>=[#<'dworm>/2-#<'xincr>]
#<'x_prev>=[#<'dworm>/2]
#<'z_prev>=#<'z_worm_start>
G94
G0 X#<'xst> Z#<'zst>
o100 do
#<'tva>=[#<'dworm>/2-#<'x_cur>]
#<'z_cur>=[0.3639702*#<'tva>]
#<'gap>=[#
#<'zt>=[#<'gap> /#<'z_inc>]
#<'ztemp>=[FIX[#<'zt>]]
#<'zstep>=[#<'gap>/#<'ztemp>]
#<'zcount>=0
o110 do
#<'zres>=[#<'zst>-#<'z_cur>]
G1 X#<'x_cur> Z#<'zres> F200
G33 X#<'x_cur> Z#<'z_worm_fin> K#
G0 X#<'xoutcome>
G0 Z#<'zst>
#<'z_cur>=[#<'z_cur>+#<'zstep>]
#<'zcount>=[#<'zcount>+#<'zstep>]
o110 while [#<'zcount> LE #<'gap>]
#<'x_cur>=[#<'x_cur>-#<'xincr>]
o100 while [#<'x_cur> GE #<'depth>]
G95
M5
M2
В начале текста программы расположена секция изменяемых параметров, для настройки программы на конкретный винт.
Параметры следующие, модуль червяной передачи, диметр червяка, угол профиля исходного контура, шаг по оси Х и по оси Z, начало и конец
нарезаемого винта, и координата для ускоренного отвода по оси Z.
На основании этих данных программа вычисляет количество проходов по оси Х, глубину врезания, и количество проходов по оси Z для каждого из уровней.
Обработка происходит следующим образом, резец подводится к детали и устанавливается на заданную глубину по оси Х станка.
После чего в при помощи оператора синхронизированного движение оси и шпинделя
G33 X#<’x_cur> Z#<’z_worm_fin> K#<’step>
Резец прорезает первую спираль, затем происходит отвод резца и его возврат, на начальную позицию. После чего резец сдвигается по оси Z
на заданный шаг, и прорезает следующую канавку, и так происходит до тез пор пока резец не выберет весь промежуток, после чего происходит
сдвиг резца по оси Х на следующий уровень и опять выбирается промежуток. И так до тех пор, пока не полностью не сформируется профиль червяной
передачи.
Заточка фрез
Круги для заточки фрез.
Фрезы могут затачиваться как периферией шлифовального круга, так и боковой частью чашечного круга. Заточка периферийной частью круга может
приводить к образованию слегка вогнутой формы зуба. И эта вогнутость приводит уменьшению затылочного угла зуба фрезы. Круги большего диаметра
производят меньшую вогнутость, поэтому их использованию следует отдавать преимущество. Независимо от типа шлифовального круга, используемого
для заточки фрез, все заусенцы возникшие в результате заточки должны быть убраны при помощи притира. Притирание также увеличивает чистоту обработки
и убирает отметины шлифовального круга и улучшает качество фрезеруемой поверхности. При этом надо учитывать, что даже очень аккуратное притирание
может притупить режущие кромки фрезы. Процедуры доводки можно избежать если при заточке инструмента камень будет вращаться навстречу режущей кромки.
Несмотря на то, что такой метод немного более сложный, он позволяет полностью избежать образования заусенец.
Фрезы, Перевод раздела из Machinery’s Handbook 27th edition
Наиболее подходящий тип фрезы для конкретной фрезерной операции выбирают, основываясь на таких факторах – типе резания, вид обрабатываемого
материала, количество деталей, которые необходимом обработать и типа доступного фрезерного станка. Полностью твердосплавные фрезы маленьких размеров
обычно стоят дешевле, чем фреза под сменные пластины такого же размера. Но для серийной работы использование фрез со сменными пластинами может выйти
значительно дешевле чем полностью твердосплавные фрезы. Материал фрезы мы выбираем, основываясь на обрабатываемом материале и количестве деталей в
партии.
Передний угол режущей кромки выбирают в зависимости от материала инструмента и материала детали. Твердосплавный инструмент обычной имеет меньший угол
режущей кромки чем инструмент из быстрореза, из-за их более низкой ударной стойкости и более высокой абразивной стойкости. Для фрезеровки мягких
материалов выбирают более острый угол режущей кромки и более тупой для твердых. Тонкие фрезы выполняют с минимальным осевым углом режущей кромки
и острыми гранями. В то время так широкие вставки делают с более плавной кромкой и острым углом резания.
Задний угол обычно делают 3-6 градусов для твердых материалов и 6-16 для легкообрабатываемых материалов. Как рассчитывать количество режущих зубов
у фрезы указанно в следующем разделе.
Выбор количества зубов. В определение количества зубцов у фрезы для определения оптимальной производительности нет универсальных правил.
Однако есть 2 фактора, которые следует учитывать при выборе: 1) расстояние между зубами фрезы не должно быть настолько маленьким, чтобы
препятствовать свободному выходу стружки, 2) Пространство для выходя стружки должно быть без острых углов, которые будут препятствовать ее выходу.
Для фрезеровки пластичных материалов, которые при фрезеровке дают длинную, вьющуюся стружку предпочтительно выбирать фрезы с небольшим количеством
зубов. Такой инструмент с большими зазорами для выхода стружки, позволяет ей легко покидать зону резания. И помогает убрать так называемую дрожь
инструмента. Для фрезеровки тонкостенных деталей нужно выбирать фрезу с мелким зубом, это поможет уменьшить вибрации детали и избежать лишнего
врезания инструмента в деталь. Для меди и других мягких не содержащих железа материалов следует выбирать скошенную плоскую поверхность.
Общее правило для определения оптимального количества зубов на фрезе звучит так – не больше 2х зубов одновременно должны участвовать в резании детали.
American National Standart Milling Cutters – в соответствии с американским национальным стандартом фрезы классифицируются 2мя способами.
1. По типу режущей кромки.
2. По методу установки на станок. Фрезы могут быть описаны по одному из 2х методов установки на станок. Корпусные фрезы под оправку обычно
выполняются с отверстием, посредством которого производится установку фрезы на фрезерный станок, также в этом отверстии выполняется пазы для
исключения проворота инструмента. Концевые фрезы обычно имеют цилиндрический или конический хвостовик, для установки фрезы в шпиндель или оправку.
Объяснение правила «руки» - в стандарте ANSI термины правая и левая рука применяются для описания направления вращения, ориентации режущей части
инструмента и направления спирали режущих кромок на фрезе.
Направление вращение или направление резания: Называется правая, если фреза вращается против часовой стрелки, если смотреть спереди на шпиндель
горизонтально-фрезерного станка или левая если фреза вращается против часовой стрелки.
Ориентация фрезы. Некоторые типы фрез требуют специального рассмотрения, в частности фрезы не симметричной формы, фрезерные головки для фрезерования
плоскостей или фрезы с резьбовыми отверстиями. Симметричные фрезы можно развернуть на оправке и при вращении в направлении резания они не изменят
контур фрезеруемой детали и их можно считать как правыми, так и левыми. Несимметричные фрезы будут изменять фрезеруемый контур если их развернуть
на оправке. Угловые фрезы считаются правыми если их направление резания направленно против часовой стрелки и левыми если их направление резания
направлено по часовой стрелке. При этом направление резания определяется со стороны большего диаметра фрезы. Направление вращения угловой фрезы
не обязательно должно совпадать с ориентацией фрезы. Считается что угловая фреза имеет правой направление резания если она вращается против часовой
стрелки если смотреть со стороны малого диаметра.
Направление спирали режущих кромок: считается что фреза имеет прямые режущие кромки, если эти кромки параллельны оси фрезера. Если спиральные
канавки изгибаются по направлению часовой стрелки от наблюдателя, направление спиралей считается правое. Если против часовой стрелки, то направление
канавок фрезы считается левое. Фрезой со ступенчатым зубом называется фреза в которой чередуются зубья с правым и левым наклоном режущей кромки.
Фрезы для фрезерования шлицевых валов. Наиболее эффективный способ фрезеровки таких деталей, это метод обката, но и также можно и использовать
специальные фрезы. Форма такой фрезы должна соответствовать форме вала между двумя шлицами и иметь впадину соответствующую диаметру вала между
шлицами. Что бы вычислить угол В фрезы нужно разделит 360 градусов на количество шлицев вала. Для определения хорды C необходимо воспользоваться
следующей формулой
SinA= W/d
C=d*sin(180/N – A)
Где А – это угол между центральной линией шлица и прямой соединяющей центр окружности вала и точку пересечения боковых граней шлица с диаметром
впадин вала. W – ширина шлица, d – диаметр впадин вала, С – длина хорды между гранями шлицов, N – количество шлицов.
Фрезеровка призмы
Понадобилась мне пара призм, для закрепления на столе фрезерного станка больших валов. Достаточно специфического размера,
поэтому было принято решение, изготовить комплект своими силами.

В качестве заготовки берем круг диаметром 130 мм длинной 160 мм. Из этой заготовки будет сделано 2 призмы. Для начала фрезеруем параллелепипед
с размерами, указанными на чертеже. После чего на фрезерном станке с ЧПУ предварительно фрезеруем грани призмы. Обработку осуществляем концевой
фрезой диметром 25 мм.

Затем осуществляем доработку нижней части призмы фрезой диаметром 10мм. По результатам этой обработки у нас образуется площадка между стенками призмы

Следующий этап убрать ступеньки от обработки концевыми фрезами, это я фрезерую специальной фрезой, заточенной под угол 90 градусов.

Затем сверлю крепежные отверстия и делаю цековку под шляпку болта

После чего переворачиваю деталь и фрезерую установочный паз на обратной стороне

Далее устанавливаем деталь на координатно-расточной станок и производим чистовую фрезеровку граней призмы. На изображении выделил красным.

Даже после чистовой фрезеровки в силу неточности изготовления стандартной заводской оснастки не параллельность граней призмы составляет 0,1-0,15 мм.
Поскольку для моих целей данная точность не подходит, я принял решение их доработать. Вариант доработки на шлифовальном станке я исключаю,
по причине отсутствия его у меня. Отдавать на сторону тоже не выход, поскольку оснастка для такой работы мало у кого есть, а без нее очень
большой шанс получить брак. Поэтому я принял решение доработать призмы при помощи шабрения, благо дело контрольную плиту и линейки я сделал
заранее для ремонта долбежного и токарного станков.
Первый этап - шабрим по контрольной плите плоскость сопряжения призмы и стола фрезерного станка, выделил красным цветом на схеме.
Второй этап – шабрим одну из вертикальных плоскостей, при этом микрометром проверяем параллельность плоскости и боковой стенки
фрезерованного, установочного паза.
В результате этих операций получаем 2 базовые плоскости, относительно которых мы можем шабрить наклонные поверхности призмы. Для этого кладем на
плиту лекальную линейку, фиксируем ее при помощи зажимов, и устанавливаем призму привалочной плоскостью на плиту, а отшабренной вертикальной
плоскостью на линейку. Проводим измерения параллельности опорных плоскостей призмы к базовым плоскостям при помощи часового индикатора. И дальше
при помощи линейки УТ-55, выводим плоскости в «ноль». После этой операции можно разрезать заготовку призмы на 2 части и получить 2 готовые одинаковые
призмы.
Фрезерная оснастка
Далеко не все звездочки под цепь получается нарезать на зубофрезерном станке. Причины этому в основном отсутствие специализированного
инструмента - червячной фрезы, а также большой шаг цепи. В таком случае нарезка зуба звездочки производится на фрезерном станке с ЧПУ.
Но для закрепления детали на столе станка приходится изготавливать специализированную оснастку. В данном случае наружный диаметр звездочки 403,8мм,
а ход станка по оси У – всего 400 мм, что затрудняет возможность фрезерования такой звездочки на имеющемся в наличии оборудовании.
Но поскольку по чертежу на детали есть крепежные отверстия под резьбу М16, которые можно использовать, как базовые отверстия при повороте детали.
Точность диаметра и расположения крепежных отверстий обычно не позволяет использовать их как, базу, для такой операции.
Поэтому их нужно выполнить с повышенной точностью. Что мы и делаем, сверлим, а потом разворачиваем отверстия по Н7.


Рассмотрим конструкцию приспособления, оно состоит из 2х частей ось и основания. В основании выполнены 6ть отверстий, под крепежный палец.
Цековка выполнена с лыской для фиксации пальца от проворота. Ось служит для крепления всей конструкции к столу и повороту вокруг нее заготовки
детали. Наличие пальцев позволяет повернуть заготовку на заданный угол и обработать недоступные, из-за малого хода фрезерного станка поверхности.
Расточка крупногабаритных деталей
Расточка и изготовление втулки с последующей набивкой паза. Шкив от промышленного пресса

Ремонт станков
Одной из самых актуальных проблем в существовании малого предприятия, оказывающего услуги в области токарной и фрезерной
обработки. А также любой обработки металлов резанием, является поддержание в рабочем состоянии узлов и агрегатов токарных,
фрезерных и других металлообрабатывающих станков. Особое место в этом деле занимает восстановление геометрии направляющих станин.
Зачастую механическая обработка станин токарных станков в условиях мастерской не представляется возможным, т.к для этого необходим
полный демонтаж агрегатов. Что зачастую в стесненных условиях очень затруднительно. И в этой ситуации нам на помощь приходит метод
шабровки. Для этого нам понадобится специальный мерительный инструмент, несколько уровней с ценой деления 0,05 и 0,02 мм на 1000мм.
Мостик 1000мм и угловая линейка 630мм для шабрения ластохвостов. Также желательно приобрести контрольную плиту как минимум 650*400мм.
В моей ситуации, у меня все это было, но состояние плит и линеек оставляло желать лучшего, поэтому я принял решение восстановить
их до нужного мне класса точности. Для этого я изготовил 3 стальных плитки габаритами 100*250*25мм. Предварительно профрезеровал
и шлифовал их поверхности. Затем по методу 3х плит довел их плоскости до состояния в котором отклонения от плоскости составляли
менее 2мкм. Затем при помощи уровня составил карту поверхности контрольной плиты и пользуясь уровнями и предварительно вышабренными
плитками довел контрольную плиту до нулевого класса точности. А по плите уже довел линейку. Проведя эти операции, я могу приступать
к ремонту оборудования. Первый на очереди ползун долбежного станка. Первая операция шабровка 2 плоскостей по контрольной плите.


После этого восстанавливаем наклонную направляющую с помощью линейки.


И приступает к шабровке 2й наклонной направляющей. Но в данной работе есть один нюанс, необходимо контролировать ее параллельность 1й
наклонной направляющей. Для этого используем простое приспособление с часовым индикатором.


Ремонт станков
Следующий этап ремонта ползуна долбежного станка – установка латунной наделки. Данная мера вызвана тем, что при шабрении поверхностей
габариты ползуна становятся меньше, а направляющей ползуна соответственно больше. В результате чего ползун смещается на определенное
расстояние в направляющей. Для компенсации этого смещения я фрезерую латунную накладку накладку толщиной 3мм и сверлю в ней крепежные отверстия
под винты, в потай. Несмотря на то, что головка винтов выполнена в потай, лучше всего использовать винты из латуни, либо другого антифрикционного
материала. Учитывая то, что точность изготовления наделки не удовлетворяет нормам точности принятым для токарных и фрезерных станков. Необходимо
провести финишную обработку после установки на ползун долбежного станка. После этого ползун готов.
Следующий этап – восстановление геометрии салазок ползуна. Из-за специфической формы салазок – наружная часть «ласточкиного» хвоста. Вместо линейки
целесообразно использовать ползун, предварительно восстановленный нами. Первым делом шабрим основание хвоста, контролируя параллельность геометрии
нутромером. Следующим этапом восстанавливаем наклонную поверхность хвоста, в качестве шаблона используя все тот же ползун. Затем настала очередь
восстановления клина. В связи с тем, что клин данного станка, а равно, как и любого другого фрезерного и токарного станков изготовлен из полосы
достаточно тонкой стали, то восстановление геометрии достаточно трудоемкий процесс. Малая толщина полосы не позволяет использовать УШМ для
предварительной обработки, а зачастую большая длинна не позволяет прошлифовать его на синусной плите. Для начала смотрим нет ли больших изгибов
и если они есть, рихтуем, для проверки используем поверочную плиту. После чего производим шабрение одной стороны клина по отпечаткам краски.
В связи с тем, что клин не обладает достаточной жесткостью, важно при шабровке не прижимать клин к плите, чтобы не получить не правильные отпечатки.
Затем подгоняем 2ю часть клина к ползуну. После предварительно подгонки желательно проверить обратную часть клина, которою мы шабрили по плите.
Зачастую возникает необходимость сделать несколько проходов шабером. Затем осуществляем окончательную подгонку клина. После чего узел можно
собирать и устанавливать на станок.




Оснастка для закрепления детали при фрезерной обработке
Сегодня рассмотрим простую оснастку, для закрепления и базирования детали при фрезерной обработке. Детали представляет
из себя пластину из инструментальной стали х12мф толщиной 20 мм.

Раньше я крепил эти детали при помощи обычных фрезерных прижимов. Но поскольку эта деталь достаточно часто повторяется,
то пришло решение изготовить простую оснастку для ее закрепления. Общий вид оснастки с закрепленной деталью.

Данное устройство представляет собой шлифованную пластину в которой выполнены 2 паза для крепления пластины на столе фрезерного станка,
при помощи стандартных болтов. Для ориентации детали относительно осей станка в пластине выполнено 2 отверстия диаметром 18мм H7 в которые
устанавливаются 2 установочных штифта. Штифт крепиться к пластине при помощи болта м8, с головкой под внутренний 6-ти гранник. С точки зрения точности
и долговечности правильно бы было использовать установочные сухари, но у этой детали низкие требование к расположению отверстий относительно наружного
контура детали, поэтому я применяю выточенные на токарном станке штифты. Производство таких штифтов обходиться намного дешевле чем сухарей.

Как видно на первой схеме в детали есть отверстия. Эти отверстия удобно использовать для базирования и закрепления детали на пластине.
Для закрепления детали я использую выточенные на токарном станке специальные "пальцы" с резьбой и базовыми поверхностями.
Эти пальцы запрессовываются в соответвующие им отверстия на пластине и фиксируются от проворота при помощи адс. Отверстия предварительно
выполнени при помощи координатно расточного станка. За начало системы координат при фрезерной обработке я беру ось одного из крепежных отверстий.
Физически ее очень просто найти при помощи обыкновенного часового индикатора.

Как видно это достаточно простое устройство, которое позволяет быстро и точно установить деталь на столе фрезерного станка и производить
обработку всех интересующих нас поверхностей с одной установки детали.
Ремонт корпусных деталей
Один из видов работ, которым занимается наше предприятие - ремонт корпусных деталей, авто и сельскохозяйственной техники. В частности восстановление
посадочных мест под подшипники в корпусах бортовых передач. Существует несколько вариантов восстановления таких деталей, в зависимости от материала из
которого изготовлен узел, и его конструкции. В случае стальной толстостенной детали наиболее простой и надежный вариант, заварить "разбитые" отверстия
и произвести расточку а размер. Но такой способ не всегда применим, например когда деталь изготовлена из чугуна. В этом случае нам приходиться расточить
отверстия под специальные втулки, которые мы выточим на токарном станке. В этом случае процесс ремонта выглядит следующим образом. Деталь устанавливается
на координатно расточной станок и токарь расточник производит измерение координат отверстии, которые нам нужно расточить. В случае невозможности произвести
такие измерения на ремонтируемой детали, проводим измерения на ответной детали. После чего производиться расточка отверстий под ремонтные втулки.
Если позволяет конфигурация детали, то выполняем отверстия под втулку грибком. После чего на токарном станке изготавливаем ремонтные втулки, при этом
внутренний диаметр выполняем с припуском под чистовую расточку. Это делается из-за того, что при запрессовки втулки в отверстие ее внутренний диметр
уменьшается, на величину, которую заранее предсказать очень сложно. Затем втулки запрессовываются в ранее расточенные отверстия и фиксируются посредством
резьбовых штифтов. После чего токарь расточник производит финишную расточку под нужный размер.
Особенности токарной обработки, детали типа сектор.
Иногда возникает необходимость обработать детали, которые представляют собой сектор окружности. Существует несколько вариантов такой обработки.
Обработка на фрезерном чпу станке и обработка на токарном станке. У каждого из видов обработки есть свои преимущества, например для установки деталей на
столе фрезерного станка нужно минимум оснастки, можно установить детали воспользовавшись стандартными Т-образными пазами на столе станка. Но в тоже время при
обработке на фрезерном станке, такого типа деталей возникают проблемы с измерением диаметров и конусностью деталей. Конусность деталей связана с тем,
что фреза режет материал заготовки в основном нижней частью, и когда нижняя часть фрезы изнашивается получается разница в размере, между верхней и
нижней частью детали. Также при установке одной детали на столе фрезерного станка, невозможно напрямую измерить ее диаметр.
Всех этих проблем нет при токарной обработке деталей. Но при этом возникает проблема с установкой и выверкой детали. Обычно для установки деталей на
токарном станке используется 3х кулачковый токарный патрон. Но поскольку у нас деталь представляет собой не полную окружность, а только ее часть,
то обычный токарный патрон нам не подходит. Поэтому для установки детали на токарный станок , мы будем использовать планшайбу. Планшайба представляет
собой обработанный на токарном или шлифовальном станке металлический круг, с отверстиями или пазами, для установки и зажима деталей. В нашем случае,
в наших деталях конструкцией предусмотрены отверстия. Эти отверстия мы и будем использовать для зажима наши деталей, просверлив соответствующие им отверстия
в планшайбе. При этом мы сверлим отверстия так, что бы детали располагались, друг напротив друга. Для того, что бы можно было измерять диаметры обрабатываемых
деталей при помощи штангенциркуля или микрометра. При помощи такого нехитрого приспособления можно достаточно просто устанавливать и обрабатывать детали на
токарном станке, пользуясь всеми преимуществами данного вида механической обработки.


Оснастка для фрезерной обработки вставки вакуумного насоса.
Несмотря на наличие большого количества стандартной оснастки, для фрезерного станка, достаточно часто приходиться разрабатывать и изготавливать
специализированную оснастку. Например в случае такой детали.

Как можно видеть на модели детали, обработку паза требуется проводить с двух сторон детали. Установка детали в обычных тисках затруднена, в связи с круглой
формой детали и отсутствию плоских поверхностей, которые можно использовать как базу. Поэтому за базу при обработке я принимаю штифтовые отверстия с торца
детали. Также, при конструирование оснастки, я учел наличие 3х модификаций деталей, основное отличие - разная длина. Для этого в плите основания, предусмотрены
крепежные отверстия для дополнительных стоек.


Рассмотрим конструкцию и принцип базирования детали. Деталь устанавливается в 2 кронштейнах, при помощи специальных вставок, в одной из вставок выполнены
отверстия под штифты, при помощи которых деталь фиксируется от поворота вокруг оси вращения детали. Выверка детали осуществляется при помощи штифтовых отверстий
в кронштейне и вставки, а закрепление, болтами.


Приспособления для токарной обработки
Сегодня я опишу устройство двух приспособлений для расточки плунжеров вакуумного насоса, на токарном станке. Приспособления похожи друг на друга,
но поскольку размеры плунжеров разные, то это вызвало небольшую разницу в конструкции.
Модель приспособления
Эскиз с размерами

Как видно из модели, приспособление представляет из себя планшайбу, с расточенным отверстием под выход резца. Для позиционирования детали в планшайбе
выполнены 2 классных отверстия, в которые вставлены пальцы. Для предотвращения выпадения, пальцы зафиксированы болтами. Для установки плунжера вдоль оси
поршня предусмотрен регулируемый упор. Второй упор предусмотрен для дополнительной фиксации детали при установке. На пальцах выполнена выточка, для того,
что бы стружка не скапливалась в основании и не мешала устанавливать деталь. Фиксация детали осуществляется пластиной.
Конструкция второго приспособления, немного отличается. В связи с тем, что размер 2го типа плунжера несколько больше, а диаметр обработки токарного
станка 1м63 - 630 мм. То места на планшайбе для упора просто не остается.
Модель второго приспособления

Эскиз с размерами

В связи с чем пришлось использовать специальный эксцентриковый упор.

Упор представляет собой основание с отверстиями для крепления, к которому приварена стойка. В стойке выполнено классное отверстие диаметром 16мм в которое
вставлен эксцентриковый вал. Для фиксации вала от проворота используется гайка. В остальном конструкция идентична первому приспособлению.
Оба приспособления были изготовлены на нашем предприятии и первая партия деталей была уже обработана. Экономия времени при обработке большого плунжера,
по сравнению с обработкой на координатно-расточном станке 8 часов.
Угловая фрезерная головка.
На любом производстве время от времени возникает ситуация, когда нужно произвести обработку детали, а возможности оборудования не позволяют это сделать.
В таком случае есть несколько вариантов решения. Купить оборудование, которое позволяет выполнить поставленную задачу. Разместить заказ у стороннего исполнителя.
Изготовить оснастку, которая расширяет технологические возможности ваших фрезерных и токарных станков.
О последнем варианте мы и поговорим. В прошлой статье, я писал о изготовлении оснастки, для фрезерного станка. Позволяющей фрезеровать плоскости под углом к
базовой. В этот раз я расскажу, о угловой фрезерной головке. Этот узел позволяет установить фрезу и под углом к базовому шпинделю. Что существенно расширяет
возможности обычного фрезерного станка.
Данный узел крепиться в шпиндель станка, при помощи стандартного фрезерного конуса, вращаясь шпиндель станка передает вращение, на шпиндель узла. Корпус подшипников
фиксируется при помощи пальца.
Угловая головка в сборе.

Рассмотрим устройство этого узла.
Шпиндель устройства представляет собой вал, с отверстием под шомпол, для установки инструмента один из концов вала выполнен с отверстием под конус морзе 2.
Для извлечения инструмента в корпусе и вале профрезерован паз под клин. Вал установлен на 2х конических подшипниках. Привод вала осуществляется при
помощи конической шестерни с круговым зубом. Корпус шпинделя выполнен из трубы, для крепления к базовой части, к трубе приварен фланец.

Расточка посадочных мест под подшипники и базовой плоскости фланца была проведена на глобусно-поворотном столе координатно расточного станка. К фланцу
крепиться подшипниковый узел малой конической шестерни. Она установлена на 2х конических роликовых подшипниках, привод осуществляется муфтой. Поворот
шпинделя устройства относительно шпинделя станка осуществляется путем ослабления болтов и вращения корпуса шпинделя относительно корпуса конуса. Установка
узла на станок производиться при помощи стандартного фрезерного конуса ИСО-50 . Как мы видим на схеме с другой стороны фрезерного конуса выполнена резьба для
крепления подшипников и профрезерованы пазы для привода муфты. Все детали для этого узла за исключением подшипников и приводных шестерен выполнены на нашем
предприятии.
Узел приводной шестени

Конус установочный с подшипниками

Проектирование оснастки.
В процессе производства часто встречаются ситуации, когда необходимо разработать конструкцию и сделать специализированные
приспособления для установки и закрепления деталей. Особенно актуально этот вопрос стоит на территории бывшего СССР. Поскольку из-за нестабильного
финансового положения у производителей нет средств на обновление станочного парка и закупку специализированной оснастки.
Рассмотрим конструкцию устройства, которое позволяет закреплять детали под углом к поверхности стола фрезерного станка
Синусный стол.

Он отличается простотой изготовления и в тоже время позволяет с большой точностью выставить угол поворота детали относительно стола фрезерного станка.
Синусный стол состоит из 2х плит, опорной и поворотной. Опорная плита устанавливается на стол фрезерного станка и крепиться к нему при помощи болтов.
Выверка плиты происходит при помощи штифтов, которые одной стороной вставляют в отверстия в плите. А другой стороной вставляются в пазы стола. Поворотная
плита соединяется с опорной при помощи оси. Фиксация плиты происходит при помощи шпилек М10 , которые одной стороной вкручиваются в сухарь. А на другую строну
устанавливается прижим, цилиндрическая часть которого вставляется в отверстие в поворотной плите. Установка угла производится при помощи мерных подкладок,
которые устанавливаются между валиком и опорной плитой. Для крепления детали в поворотной плите просверлены 3 ряда отверстий М10.

К преимуществам данной конструкции можно отнести легкость изготовления и повторяемость конструкции, что позволяет сделать несколько экземпляров оснастки и
возможность установки их в ряд. Для фрезерования длинных деталей. Из специальных станков нужен только координатно-расточной, но и без него при желании можно
обойтись. К недостаткам можно отнести необходимость изготовления мерных подкладок под каждый угол и ограничение по углу поворота.
Обробка деталей з ексцентриситетом.
Досить часто в машинобудуванні потрібно обробляти деталі з поверхнями, осі яких зміщені один до одного.
Існує кілька способів обробки таких деталей.
Найпростіший з них підкласти підкладку під один з кулачків токарного патрона. Розмір ексцентриситету регулюється товщиною підкладки.
До недоліків цього можна віднести необхідність застосовувати підкладки різної товщини і неможливість обробки довгих деталей.

Ще один досить простий спосіб - виконає свердління отвори центру співвісно, оброблюваної поверхні і обробити в центрах. Цей спосіб не вимагає
спеціалізованої оснастки, але має певні обмеження на конфігурацію деталі. Іноді на деталі фізично відсутнє місце для свердління центрувальних.
отворів. Або потрібен спеціальний інструмент.

Третій спосіб - використання спеціальних центрозміщувальних пристроїв. Даний метод дозволяє обробляти деталі практично будь-якої конфігурації,
з високою точністю. Дані пристрої можуть як встановлюватись замість штатного патрона токарного верстата, так і бути частиною спеціалізованого верстата -
приклад верстат для шліфування шатунних шийок колінчастих валів.


Принципова схема устрою.
На шпиндель верстата встановлюється планшайба. На якій виконано супорт із встановленим на ньому токарним патроном. Супорт зазвичай реалізується у вигляді
ластівчиного хвоста. Для переміщення супорта використовується пара гвинт-гайка з трапецієподібним різьбленням. Для грубого виставлення деталі використовується шкала
нанесена на супорт. Для точної установки у старих системах використовували часовий індикатор. У сучасних системах замість передачі гвинт-гайка
використовується кулько-гвинтова передача та енкодер.
Такий самий пристрій встановлюється в задню бабку верстата.

До недоліків цього можна віднести високу вартість оснастки, значні витрати часу її монтаж чи виділення спеціального верстата під неї.
Обработка деталей c эксцентриситетом.
Достаточно часто в машиностроении нужно обрабатывать детали с поверхностями, оси которых смещены относительно друг друга.
Существует несколько способов обработки таких деталей.
Самый простой из них, подложить подкладку под один из кулачков токарного патрона. Величина эксцентриситета регулируется толщиной подкладки.
К недостаткам этого метода можно отнести необходимость применять подкладки разной толщины и невозможность обработки длинных деталей.
Еще один достаточно простой способ - выполнит сверление центровочные отверстия соосно, обрабатываемой поверхности и обработать в центрах. Данный способ не требует
специализированной оснастки, но имеет определенные ограничения на конфигурацию детали. Иногда на детали физически отсутствует место для сверловки центровочных
отверстий. Или требуется спец инструмент.
Третий способ - использование специальных центросместительных устройств. Данный метод позволяет обрабатывает детали практически любой конфигурации,
с высокой точностью. Данные устройства могут как устанавливаться вместо штатного патрона токарного станка, так и быть частью специализированного станка -
пример станок для шлифовки шатунных шеек коленчатых валов.
Принципиальная схема устройства.
На шпиндель станка устанавливается планшайба. На которой выполнен суппорт с установленным на нем токарным патроном. Суппорт обычно реализуется в виде
ласточкиного хвоста. Для перемещения суппорта используется пара винт-гайка с трапециевидной резьбой. Для грубого выставления детали используется шкала
нанесенная на суппорт. Для точной установки в старых системах использовали часовой индикатор. В современных системах, вместо передачи винт-гайка
используется шарико-винтовая передача и энкодер.
Такое же устройство устанавливается в заднюю бабку станка.
К недостаткам этого метода можно отнести высокую стоимость оснастки, значительные затраты времени на ее монтаж или выделение специального станка под нее.
Розробка конструкції окремих вузлів
Незважаючи на те, що основний вид моєї діяльності – це виробництво різних деталей.
Але іноді доводиться займатися розробкою та проектуванням. Наприклад, як у випадку з цим вузлом.
Корпус дискової борони.

Замовник приніс кілька валів, що бачили найкращі часи, підшипник, ніж борони та ескіз з побажаннями того,
що він хоче одержати на виході. Як легко можна здогадатися пускати в роботу ескізи замовника далеко не
найкраща ідея. І тому є багато причин, в даному випадку був наданий ескіз компонування,
в якому не було багатьох розмірів, деякі були вказані з вилкою, були відсутні допуски та не вистачало деталування.
Тож сідаємо за роботу. Оскільки від руки я малюю коряво, то навіть ескізи компонування я виконую в
САПР. Тим більше в сучасних САПР можна проставляти всі розміри та залежності між ними, що
дозволяє в стислий термін пропрацювати велику кількість варіантів вузла, мінімізувати однакову роботу,
таку як перерахунок розмірних ланцюгів при зміні одного розміру та виключити ймовірність помилки.
Компонувальні ескізи.



Як видно зі схем, я створив 3 різні ескізи. На 1 м ескізі я зобразив корпус, фланці та підшипник.
На 2 м вал і на 3м втулку під підшипник і шайбу. При цьому розміри та залежності проставлені так,
що при зміні одного розміру змінюються всі інші. Незважаючи на те, що такий підхід у
проектування вимагає кілька великих витрат часу і багато конструкторів не застосовують його в
у разі простих або не повторюваних вузлів. Я вважаю, що краще витратити зайві пів години – година на стадії
розробки вузла, чим потім мати купу деталей, що не збираються, вартістю в кілька тисяч доларів.
І думати куди це все можна діти, крім пункту приймання металобрухту. На підставі цих ескізів починаємо
створювати 3д моделі деталей та компонувати їх у виріб.
Ось так виглядає 3-мірний переріз цього вузла.

Перетин деталі в площині.

Ці види допомагають визначити, чи збирається вироби. Перевірити наявність зазорів,
там де вони повинні бути і пр. радості конструктора.
Дозволю собі трохи відволіктися від цієї статті. Я часто чую від багатьох конструкторів, що це все
малювання, звичайно, добре, але займає багато часу, я від руки накидаю ескіз, а потім в атокаді креслення.
Насправді це докорінно не правильно, всі сучасні САПР задумані для роботи саме з 3д моделями та
створювати креслення на основі моделей деталей набагато швидше, ніж потім малювати їх від руки. І все
зміни, які вносить конструктор у виріб, автоматично відображаються на кресленнях. Не кажучи вже
про масу інших можливостей, таких як розрахунок маси виробу, визначення припусків і заготовок при
металообробці, перевірка поєднання та ступенів свободи деталі та багато іншого.
Тепер, після створення моделей деталей, робимо креслення, які можна надсилати у виробництво.



Незважаючи на те, що за такого підходу до справи доводиться витрачати додатковий час на опрацювання
конструкції вузла та створення конструкторської документації, ця робота може виявитися більш вигідною,
ніж робота за кресленнями замовника. Оскільки я адаптую конструкцію деталі під технологічні
особливості свого обладнання та враховую асортимент металу на складі постачальників
Разработка конструкции отдельных узлов
Несмотря на то, что основной вид моей деятельности – это производство, различных деталей.
Но иногда приходится заниматься разработкой и проектированием. Например как в случае с этим узлом.
Корпус бороны дисковой.
Заказчик принес несколько валов, видавших лучшие времена, подшипник, нож бороны и эскиз с пожеланиями того,
что он хочет получить на выходе. Как легко можно догадаться пускать в работу эскизы заказчика далеко не
самая лучшая идея. И тому есть много причин, в данном случае был предоставлен компоновочный эскиз,
в котором не было многих размеров, некоторые были указаны с вилкой, отсутствовали допуски и не хватало деталировки.
Поэтому садимся за работу. Поскольку от руки я рисую коряво, то даже компоновочные эскизы я выполняю в
САПР. Тем более в современных САПР можно проставлять все размеры и зависимости между ними, что
позволяет в сжатые сроки проработать большое число вариантов узла, минимизировать однообразную работу,
такую как пересчет размерных цепей при изменении одного размера и исключить вероятность ошибки.
Компоновочные эскизы.
Как видно из схем, я создал 3 различных эскиза. На 1 м эскизе я изобразил корпус, фланцы и подшипник.
На 2 м вал, и на 3м втулку под подшипник и шайбу. При этом размеры и зависимости проставлены так,
что при изменении одного размера, меняются все остальные. Несмотря на то, что такой подход в
проектировании требует несколько больших затрат времени и многие конструкторы не применяют его в
случае простых или не повторяющихся узлов. Я считаю, что лучше потратить лишние пол часа – час на стадии
разработки узла, чем потом иметь кучу не собирающихся деталей стоимостью в несколько тысяч долларов.
И думать куда это все можно деть, помимо пункта приемки металлолома. На основании этих эскизов начинаем
создавать 3д модели деталей и компоновать их в изделие.
Вот так выглядит 3х мерное сечение этого узла.
Сечение детали в плоскости.
Эти виды помогают определить, собираемость изделия. Проверить наличие зазоров,
там где они должны быть и пр. радости конструктора.
Позволю себе немного отвлечься от темы этой статьи. Я часто слышу от многих конструкторов, что все это
рисование конечно хорошо, но занимает много времени, я от руки набросаю эскиз, а потом в атокаде чертеж.
На самом деле это в корне не правильно, все современные САПР задуманы для работы именно с 3д моделями и
создавать чертежи на основе моделей деталей намного быстрее, чем потом рисовать их от руки. И все
изменения, которые вносит конструктор в изделие, автоматически отображаются на чертежах. Не говоря уже
о массе других возможностей, таких как расчет массы изделия, определение припусков и заготовок при
металлообработке, проверка сопряжении и степеней свободы детали и многое другое.
Теперь, после создания моделей деталей, делаем чертежи, которые можно отправлять в производство.
Несмотря на то, что при таком подходе к делу приходится тратить дополнительное время на проработку
конструкции узла и создание конструкторской документации, эта работа может оказаться более выгодной,
чем работа по чертежам заказчика. Поскольку я адаптирую конструкцию детали под технологические
особенности своего оборудования и учитываю ассортимент металла на складе поставщиков
Питання переходу баз під час механічної обробки
Досить часто в машинобудуванні виникає завдання обробки поверхонь і свердловки отворів, що лежать.
у різних площинах. При цьому взаємне розташування таких отворів може бути вільним, в деталях такого типу.
Корпус ультразвукового сепаратора.

Або жорстким, коли отвори використовують для базування інших деталей. Наприклад корпусні деталі, такі як картера, корпуси коробок зміни
швидкостей та ін.
На малюнку зображено картер маховика СМД 18.

Найчастіше при обробці деталей такого типу, при обробці отворів та пазів, що лежать в одній площині, можна поставити
ризику від якої і проводитиметься подальша обробка. Розглянемо порядок обробки наступної деталі.


На цьому фланці після токарної обробки потрібно просвердлити 8м отворів кріплення з торця деталі і 2 радіальних отвори. При цьому потрібно
витримати кут. Найпростіший варіант у такій ситуації при свердлівці отворів розташованих на торці деталі гравером провести
ризику співвісно необхідним отворам. Після цього прийнявши за основу внутрішній отвір і ризик просвердлити необхідні нам радіальні отвори.
Цей спосіб досить простий і не вимагає виготовлення додаткового оснащення, але в нього є і недоліки.
Такі як необхідність вивіряння кожної деталі і супутня похибка, оскільки деталь доводиться виставляти візуально
по косинці. Але можна піти іншим шляхом виготовити ось таку нехитру оснастку, яку можна виставити один раз і просто
переставляти деталі.
Оснастка.

Так вона виглядає разом із деталлю.

Для зручності вивіряння оснастки виконуємо фаску паралельно осі потрібного нам отвору. Вона нам потрібна для зручності вивіряння деталі.
Паз потрібен для зручності зняття та встановлення деталі, оскільки при виході свердла утворюватиметься задирок. Затискні пристрої
на оснащенні не вказані.
Досить часто зустрічаються ситуації, коли базуватися доводиться виключно від попередньо зроблених отворів.
Типовий приклад - картер маховика зображений на другому малюнку. Зазвичай у картері маховика виконано отвір під сальник.
колінвала, та посадка під картер кпп. Які є зручними базами для хутра. обробці. Цей картер таких витоків не має.
Заднє ущільнення колінвалу розташоване в окремому корпусі. А базою є штифтові отвори з обох боків. Якщо бути чесними,
то виточення під сальник коленвала, найчастіше є виключно технологічною базою та розташування картера щодо блоку
реалізується такими ж штифтами. Але стикування з кпп, найчастіше йде за виточками. У такій ситуації ми робимо оснастку такого плану

Штифти збігаються зі штифтовими отворами на деталі, отвір виконано співвісно осі колінвала. Оскільки практично завжди всі розміри
таких деталях вказуються від цієї осі. Та й виставлятися зручніше від центрального отвору. Отвори для кріплення я не вказав.
Можна, звичайно, сказати, що сучасні верстати дозволяють провести обробку такої деталі з однієї установки. Але такі верстати не так
сильно поширені і досить дорогі і найчастіше поступаються за габаритами звичайним 3х осьовими верстатами. Тож питання збереження
Основ, при переходах механічної обробки будуть ще тривалий час актуальні. Також хочу зауважити, що обробка деталі з одного
установки може вимагати більш складної у проектуванні та виготовленні оснастки.
Вопросы прехода баз при механической обработке
Достаточно часто в машиностроении возникает задача, обработки поверхностей и сверловки отверстий, лежащих
в различных плоскостях. При этом взаимное расположение таких отверстий может быть более менее свободным, в деталях такого типа.
Корпус ультразвукового сепаратора.
Или жестким, когда отверстия используются для базирования других деталей. Например корпусные детали, такие как картера, корпуса коробок перемены
скоростей и пр.
На картинке изображен картер маховика СМД 18.
Зачастую при обработке деталей такого типа, при обработке отверстий и пазов лежащих в одной плоскости, можно поставить
риску от которой и будет производиться дальнейшая обработка. Рассмотрим порядок обработки на следующей детали.
На этом фланце после токарной обработки нужно просверлить 8мь крепежных отверстий с торца детали и 2 радиальных отверстия. При этом нужно
выдержать угол. Самый простой вариант в такой ситуации при сверловке отверстий расположенных на торце детали, гравером провести
риску соосно нужным отверстиям. После чего приняв за базу внутреннее отверстие и риску просверлить нужные нам радиальные отверстия.
Этот способ достаточно прост и не требует изготовления дополнительной оснастки, но у него так же есть и недостатки.
Такие как необходимость выверки каждой детали и сопутствующая этому погрешность, поскольку деталь приходится выставлять визуально
по угольнику. Но можно пойти другим путем изготовить вот такую нехитрую оснастку, которую можно выставить один раз и просто
переставлять детали.
Оснастка.
Так она выглядит вместе с деталью.
Для удобства выверки оснастки, выполняем фаску параллельно оси нужного нам отверстия. Она нам нужна для удобства выверки детали.
Паз нужен для удобства снятия и установки детали , поскольку при выходе сверла будет образовываться заусенец. Зажимные приспособления
на оснастке не указанны.
Достаточно часто встречаются ситуации когда базироваться приходится исключительно от предварительно сделанных отверстий.
Типичный пример - картер маховика изображенный на второй картинке. Обычно в картере маховика выполнено отверстие под сальник
коленвала, и посадка под картер кпп. Которые являются удобными базами при мех. обработке. Этот картер таких выточек не имеет.
Заднее уплотнение коленвала расположено в отдельном корпусе. А базой являются штифтовые отверстия с обеих сторон. Если быть честными,
то выточка под сальник коленвала, зачастую является исключительно технологической базой и расположение картера относительно блока
реализуется такими же штифтами. Но стыковка с кпп, зачастую идет по выточкам. В такой ситуации мы делаем оснастку такого плана
Штифты совпадают с штифтовыми отверстиями на детали, отверстие выполнено соосно оси коленвала. Поскольку практически всегда все размеры
на таких деталях указываются от этой оси. Да и выставляться удобнее от центрального отверстия. Отверстия для крепления я не указал.
Можно конечно сказать, что современные станки позволяют провести обработку такой детали с одной установки. Но такие станки не так
сильно распространены и достаточно дороги и зачастую уступают по габаритам обычным 3х осевыми станками. Так что вопросы сохранения
баз, при переходах механической обработки будут еще долгое время актуальны. Также хочу заметить, что обработка детали с одной
установки может потребовать более сложной в проектировании и изготовлении оснастки.
Особливості базування, фрезерна обробка.
У процесі обробки деталей на верстатах фрезерної групи досить часто зустрічаються ситуації,
коли у деталі фактично немає базових поверхонь, до яких можна прив'язатися,
подальшої обробки. Наприклад, довелося мені виготовляти такий кронштейн підвісу.
Деталь не складна допуски цілком розумні, єдиний неприємний момент – це необхідність
зробити вибірки на звороті деталі. А оскільки деталь дрібна та товщина стінок 1 мм.
То найменша не точність і ми зріжемо стіну, після чого деталь вирушить у брак.

Розглянемо порядок обробки такої деталі. Як заготовку беремо лист Д16Т товщиною 8 мм,
і фрезеруємо площину, обробку проводимо кінцевою фрезою діаметром 25мм. Потім фрезою діаметром 10мм,
робимо обробку 2х прямих ділянок, вони будуть нам потрібні для зручності обробки вікон.

Після 3х міліметрової фрезою, фрезеруємо 2 відкриті вікна, і кишені. Потім свердлимо отвори під різьблення.


Внутрішня частина готова, тепер можна вирізати зовнішній контур. Вирізаємо його фрезою 10мм у діаметрі.

Тепер необхідно перевернути деталь і зробити вибірку вікон на звороті. Незважаючи на те,
що у цього виробу, є дві поверхні, які можна прийняти, за основу. Я вважав за краще виготовити кондуктор,
для закріплення деталей. Таке рішення дозволить мені мінімізувати можливість зсуву деталі при обробці
та уникнути деформації деталі при її фіксації.

Кондуктор є шліфованим листом металу товщиною 16 міліметрів, в якому на глибину.
3 мм профрезерована вибірка, що повторює форму контур деталі. Оскільки в контурі деталі є кути,
обробка яких на фрезерному верстаті викликає певні труднощі, то я дещо змінив
контур.

Також для зручності встановлення системи координат деталі, при фрезерній обробці я просвердлив і
розточив отвір 16 мм у діаметрі. Центр отвору є центром системи координат деталі.

Після чого зробив установку деталі в кондуктор і закінчив обробку цього виробу.
Особенности базирования, фрезерная обработка.
В процессе обработке деталей, на станках фрезерной группы, достаточно часто встречаются ситуации,
когда у детали фактически нет базовых поверхностей, к которым можно привязаться для,
дальнейшей обработки. Например довелось мне изготавливать такой кронштейн подвеса.
Деталь не сложная допуски вполне разумные, единственный неприятный момент – это необходимость
сделать выборки с обратной стороны детали. А поскольку деталь мелкая и толщина стенок 1 мм.
То малейшая не точность и мы срежем стенку, после чего деталь отправится в брак.
Рассмотрим порядок обработки такой детали. В качестве заготовки берем лист Д16Т толщиной 8 мм,
и фрезеруем плоскость, обработку проводим концевой фрезой диметром 25мм.Потом фрезой диаметром 10мм,
производим обработку 2х прямых участков, они будут нам нужны для удобства обработки окон.
После 3х миллиметровой фрезой, фрезеруем 2 открытых окна, и карманы. Затем сверлим отверстия под резьбу.
Внутренняя часть детали готова, теперь можно вырезать наружный контур. Вырезаем его фрезой 10мм в диаметре.
Теперь необходимо перевернуть деталь и произвести выборку окон на обратной стороне. Не смотря на то,
что у данного изделия, есть 2 плоскости, которые можно принять, за базу. Я предпочел изготовить кондуктор,
для закрепления детали. Такое решение позволит мне минимизировать вероятность сдвига детали при обработке
и избежать деформации детали при ее фиксации.
Кондуктор представляет из себя шлифованный лист металла толщиной 16 миллиметров, в котором на глубину
3 мм профрезерована выборка, повторяющая по форме контур детали. Поскольку в контуре детали есть углы,
обработка которых на фрезерном станке вызывает определенные трудности, то я несколько изменил
контур.
Также для удобства установления системы координат детали, при фрезерной обработке я просверлил и
расточил отверстие 16 мм в диаметре. Центр этого отверстия является центром системы координат детали.
После чего произвел установку детали в кондуктор и закончил обработку этого изделия.
Декілька слів про конструкцію та реставрацію корпусних деталей
За родом діяльності мені доводиться займатися не тільки виготовленням нових деталей, а також реставрацією старих.
В основному це корпусні деталі – корпуси коробок передач, редукторів, балки мостів, колісні редуктори та багато іншого.
Деталі на ремонт привозять в основному європейське та японське виробництво, рідше Китай. До речі сказати деталі з піднебесної
найчастіше відновленню не підлягають. Для економії матеріалу, товщина стінок на них мінімальна, і після розточування під ремонтну втулку, від тіла деталі практично нічого не залишається.
Хоч загалом конструкція деталей практично однакова, але іноді проскакують цікаві технічні рішення.

Наприклад: підшипникова опора передньої підвіски автобуса. Як ми можемо бачити замість традиційного завзятого
буртика, в які впираються радіально завзяті підшипники, виконано проточування канавок під стопорні кільця.
За допомогою яких забезпечується попередній натяг підшипникового вузла. Таке виконання вузла було
зроблено для спрощення механічної обробки деталі. Для розуміння, чому це відбувається,
звернемо увагу на стандартну конструкцію таких вузлів.
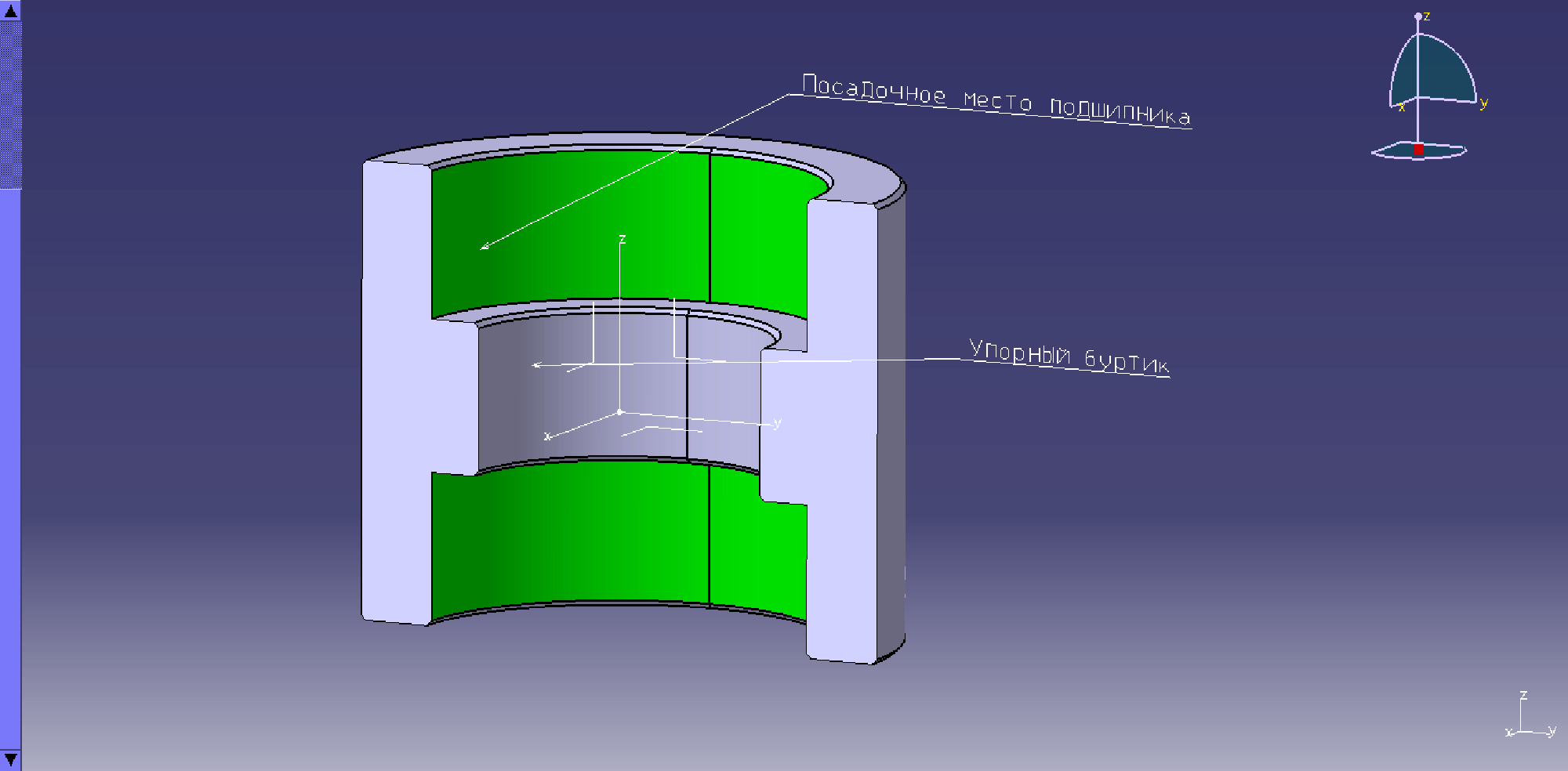
Як бачимо із зображення завзятий буртик не дає нам можливості провести розточування посадкових поверхонь
з однієї установки. У той же час, як запропонований варіант дозволяє це зробити. Також варто зазначити,
що наскрізна розточка дозволяє вибрати більш оптимальну геометрію різця, що може суттєво підвищити
стійкість інструменту та збільшити режими різання. До недоліків такої конструкції можна віднести
співвідношення співвідношення діаметра розточування до глибини і необхідність використання спеціальної фрези,
для нарізування канавок.
О конструкции и реставрации корпусных деталей
По роду деятельности, мне приходится заниматься не только изготовлением новых деталей, а также реставрацией старых.
В основном это корпусные детали – корпуса коробок передач, редукторов, балки мостов, колесные редуктора и многое другое.
Детали на ремонт привозят в основном европейского и японского производства, реже Китай. К слову сказать детали из поднебесной
зачастую восстановлению не подлежат. В целях экономии материала, толщина стенок на них минимальная, и после расточки под ремонтную втулку, от тела детали практически ничего не остается.
Хоть в целом конструкция деталей практически одинакова, но иногда проскакивают интересные технические решения.
Например: подшипниковая опора передней подвески автобуса. Как мы можем видеть вместо традиционного упорного
буртика, в которые упираются радиально упорные подшипники, выполнена проточка канавок под стопорные кольца.
При помощи, которых обеспечивается предварительный натяг подшипникового узла. Такое исполнение узла было
сделано в угоду упрощения механической обработки детали. Для понимания, почему это происходит,
обратим внимание на стандартную конструкцию таких узлов.
Как мы видим из изображения упорный буртик не дает нам возможности провести расточку посадочных поверхностей
с одной установки. В тоже время как предложенный вариант позволяет это сделать. Также стоит отметить,
что сквозная расточка позволяет выбрать более оптимальную геометрию резца, что может существенно повысить
стойкость инструмента и увеличить режимы резания. К недостаткам такой конструкции можно отнести
увеличившееся соотношение диаметра расточки к глубине и необходимость использования специальной фрезы,
для нарезки канавок.
Введення в зубонарізні роботи
Зубчасті передачі широко використовуються у сучасному машинобудуванні. Але в той же час,
для багатьох людей, навіть пов'язаних з машинобудуванням виробництво шестерень залишається таємницею
за сімома печатками. Існує всі два методи виробництва шестерень 1-й метод копіювання профілю
та 2-й метод – метод обкатки.

На схемі показаний профіль 2х шестерень з однаковим модулем, але різною кількістю зубів,
як бачимо форма зуба залежить від їх кількості, але форма западини відрізняється дуже суттєво.
Поруч я зобразив профіль дискової фрези, яка потрібна для нарізки такої шестерні на універсально
фрезерний верстат. Як бачимо кожному за кількості зубців, потрібна своя фреза. Що у реальному виробництві
практично нездійсненно. Але якщо розглянути профілі западин на шестернях з близькою кількістю зубців,
то відмінності будуть мінімальними, що дозволяє обмеженим набором фрез проводити обробку.
Найбільш поширені набори з 8ми фрез, також зустрічаються точніші набори з 15 фрез.
Також хочу зауважити, що нарізка зуба на універсально фрезерних верстатах робиться дуже повільно.
Тому цей спосіб не застосовується у серійному виробництві.
Дискова фреза нарізки зуба на фрезерному станці.

Варто зауважити, що існує метод копіювання, який дозволяє виготовити шестерню точності
профілю та чистоті поверхні не гірше, а найчастіше і краще ніж вироблену методом обкатки.
Це електроерозійна обробка, однією з її переваг є можливість працювати з уже
загартованою заготівлею, що виключає спотворення форми деталі при термообробці. Її недоліком
є неможливість нарізки косозубої шестерні.
Найбільш поширеним методом виробництва шестерень є метод обкату.
Інструмент - черв'ячна фреза, див. схему.
Профіль якої у перерізі збігається з вихідним контуром передачі.


Заготовка встановлюється на столі верстата, фреза встановлюється у фрезерний супорт. Обертання заготовки та фрези синхронізовано.
Або за допомогою гітари змінних шестерень, у старих верстатах. Або за допомогою електроніки у нових.

Ще одним поширеним способом виробництва шестерень є зубодолбіжка. Інструмент виглядає так.

долб'яки виконують як з посадкою під конус морзе, в даному випадку КМ2, так і насадні.
Типовий виріб

Перевагою цього нарізки є можливість виробництва внутрішнього зачеплення і можливість виготовлення блок шестерень, т.к. канавка для виходу інструменту може бути значно менше,
ніж у черв'ячної фрези.

До недоліків цього методу можна віднести трохи меншу швидкість, порівняно із зубофрезеруванням та складність у нарізанні косозубих шестерень. Під кожен кут нахилу спіралі
необхідний свій долбяк, що є косозубою шестернею, з протилежним колесу, що нарізається, напрямком спіралі і копір.
Введение в зубонарезные работы
Зубчатые передачи широко используются в современном машиностроении. Но в тоже время,
для многих людей, даже связанных с машиностроением производство шестерен остается тайной
за семью печатями. Существует все два метода производства шестерен 1-й метод копирование профиля
и 2-й метод – метод обкатки.
На схеме показан профиль 2х шестерен с одинаковым модулем, но разным количеством зубьев,
как мы видим форма зуба не зависит от их количества, но форма впадины отличается весьма существенно.
Рядом я изобразил профиль дисковой фрезы, которая нужен для нарезки такой шестерни на универсально
фрезерном станке. Как мы видим для каждого количества зубцов, нужна своя фреза. Что в реальном производстве
практически невыполнимо. Но если рассмотреть профили впадин на шестернях с близким количеством зубцов,
то отличия будут минимальными, что позволяет ограниченным набором фрез производить обработку.
Наиболее распространены наборы из 8ми фрез, также встречаются более точные наборы из 15 фрез.
Также хочу заметить, что нарезка зуба на универсально фрезерных станках производится очень медленно.
Поэтому этот способ не применяется в серийном производстве.
Дисковая фреза для нарезки зуба на фрезерном станке.
Стоит заметить, что существует метод копирования, который позволяет изготовить шестерню по точности
профиля и чистоте поверхности не хуже, а зачастую и лучше чем произведенную методом обкатки.
Это электроэрозионная обработка, одним из ее достоинств является возможность работать с уже
закаленной заготовкой, что исключает искажения формы детали при термообработке. Ее недостатком
является невозможность нарезки косозубой шестерни.
Наиболее распространенным метод производства шестерен является метод обката.
Инструмент представляет собой червячную фрезу, см. схему.
Профиль которой, в сечении, совпадает с исходным контуром передачи.
Заготовка устанавливается на столе станка, фреза устанавливается во фрезерный суппорт. Вращение заготовки и фрезы синхронизировано.
Или посредством гитары сменных шестерен, в старых станках. Или с помощью электроники в новых.
Это один из самых производительных способов нарезки шестерен, им можно резать, как косозубые, так и прямозубые шестерни.
Еще одним распространенным способом производства шестерен является, зубодолбежка. Инструмент выглядит так.
Долбяки выполняют, как с посадкой под конус морзе, в данном случае КМ2, так и насадные.
Типовое изделие
Достоинством этого метода нарезки является возможность производства внутреннего зацепления и возможность изготовления блок шестерен, т.к. канавка для выхода инструмента может быть существенно меньше, чем у червячной фрезы.
К недостаткам этого метода можно отнести несколько меньшую скорость, по сравнению с зубофрезеровкой и сложность в нарезании косозубых шестерен. Под каждый угол наклона спирали необходим свой долбяк, представляющий собой косозубую шестерню, с противоположным нарезаемому колесу направлением спирали и копир.
Токарна обробка деталей, встановленних на планшайбі.
Рассмотрим 2-й етап обробки троїки. На цьому етапі деталь необхідно встановити, на планшайбе.
При цьому установка деталі, має наступний вигляд.

Деталь фрезерованої базової поверхнею прижимається до планшайби. Фіксується прижимними планками. Для запобігання прогресу деталей, під впливом сили резанування, на планшайбі встановлюється фіксатор, у формі пальця.
Зеленим кольором розпізнані поверхні, які будуть використовуватися для фіксації за допомогою прижимів. Червоні базові поверхні для встановлення люнета.
Також для збільшення жорсткості жорсткості системи СПІД (станок, приспособлення, інструмент, деталь), торец деталі деталями піджимаємо підвижним токарним центром. Тепер можна проводити токарну обробку, проточити наружні поверхні деталі, виделені красним.
Наступним етапом обробки буде сверловка і розточування внутрішньої поверхні. Прибираємо задню бабку, встановлюємо,
для безпеки нерухомий люнет і розточуємо нутрощі деталі.
Після чого деталь відправляється на приварення фланців, термообробку і рентген швів.
Потім деталь знову встановлюється на токарний верстат і виробляємо фінішну обробку.
Тут я хочу зауважити, одну особливість, незважаючи на відсутність у кресленні вимог,
до обробки зовнішніх поверхонь деталі після зварювання. Необхідно залишити невеликий
припуск і обробити їх начисто, оскільки вони в подальшому буду базовими, для обробки
внутрішніх поверхонь. При цьому не важливо, чи буде подальша обробка проводиться на розточувальному
або токарному верстаті. Цей нюанс, я хочу розглянути докладніше.
Здавалося сама форма деталі, наявність плоских взаємно перпендикулярних поверхонь,
сприяє обробці на горизонтально розточувальному верстаті. Але оскільки в кресленні
не вказані геометричні вимоги до них, то треба вважати, чи варто витрачати час і сили на
обробку деталі з точністю перевершує вимоги замовника і тоді їх використовувати як базові,
чи ні. Звичайно за допомогою домкратіков і люнетів, можна виставити будь-яку деталь, але чесно скажу,
це задоволення нижче середнього. Та й жорсткість системи СНІД знижується. Але оскільки у мене в наявності
є тільки вертикально розточний, верстат то вирішенням цього завдання я й не займався.
Виходячи з вищесказаного, порядок обробки деталі буде наступний:
1. Установка деталі в центрах, проточка зовнішніх базових поверхонь під затиск патрона і установку люнета, попередня підрізування торця деталі.
2. Остаточне розточування внутрішньої поверхні.
3. Остаточне підрізування торця деталі і нарізка канавок, під кільце ущільнювача.
Токарная обработка деталей, установленных на планшайбе.
Рассмотрим 2-й этап обработки тройника. На этом этапе деталь нужно установить, на планшайбе. При этом установка детали, выглядит следующим образом.
Деталь фрезерованной базовой поверхностью прижимается к планшайбе. Фиксируется прижимными планками. Для предотвращения проворота детали, под воздействием сил резания, на планшайбе устанавливается фиксатор, в форме пальца.
Зеленым цветом обозначены поверхности, которые будут использоваться для фиксации при помощи прижимов. Красным базовые поверхности для установки люнета.
Также для увеличения жесткости нашей системы СПИД (станок, приспособление, инструмент, деталь), торец детали поджимаем подвижным токарным центром. Теперь можно провести токарную обработку, проточить наружные поверхности детали, выделены красным.
Хочу заметить, что для этой операции, достаточно поджима детали вращающимся центром.
Следующим этапом обработки будет сверловка и расточка внутренней поверхности. Убираем заднюю бабку, устанавливаем, для безопасности неподвижный люнет и растачиваем внутренности детали.
После чего деталь отправляется на приварку фланцев, термообработку и рентген швов. Затем деталь опять устанавливается на токарный станок и производим финишную обработку. Здесь я хочу заметить, одну особенность, несмотря на отсутствие в чертеже требований, к обработке наружных поверхностей детали после сварки. Необходимо оставить небольшой припуск и обработать их начисто, поскольку они в дальнейшем буду базовыми, для обработки внутренних поверхностей. При этом не важно, будет ли дальнейшая обработка проводится на расточном или токарном станке. Этот нюанс, я хочу рассмотреть подробнее.
Казалось сама форма детали, наличие плоских взаимно перпендикулярных поверхностей, способствует обработке на горизонтально расточном станке. Но поскольку в чертеже не указанны геометрические требования к ним, то надо считать, стоит ли тратить время и силы на обработку детали с точностью превосходящей требования заказчика и тогда их использовать как базовые, или нет. Конечно с помощью домкратиков и люнетов, можно выставить любую деталь, но честно скажу, это удовольствие ниже среднего. Да и жесткость системы СПИД снижается. Но поскольку у меня в наличие есть только вертикально расточной, станок то решением этой задачи я и не занимался.
Исходя из вышесказанного, порядок обработки детали будет следующий:
1. Установка детали в центрах, проточка наружных базовых поверхностей под зажим патрона и установку люнета, предварительная подрезка торца детали.
2. Окончательная расточка внутренней поверхности.
3. Окончательная подрезка торца детали и нарезка канавок, под уплотнительное кольцо.
Особливості токарної обробки
На частку токарного оброблення припадати більше 50% від усіх вироблених операцій в машинобудуванні, як на універсальних
і спеціалізованих верстатах. Перевагами токарного оброблення в порівнянні з іншими видами обробки такими як фрезерна,
є більш висока жорсткість системи верстат - пристосування - інструмент - деталь, за рахунок цього досягається висока
точність і чистота поверхні. Також певною перевагою явле нижча вартість інструменту і простота його виготовлення,
в порівнянні з фрезереним. Але незважаючи на всі її плюси, у неї є також і мінуси. Один з найбільш істотних, це труднощі
закріплення деталей не є, принаймні в 1-м наближенні тілами обертання. Розглянемо питання обробки таких деталей
на прикладі наступного вироби, яке ми виготовили на своєму підприємстві.

Нижня частина цього виробу особливого інтересу не представляє, а обробку трійника розглянемо докладніше. Креслення трійника.

Як видно з креслення, виготовити його треба з поковки. Оскільки виріб одиничний, то поковка є паралелограм, з припущеннями 10-15 мм на
сторону.

Основні проблеми при обробці даної деталі, на токарному верстаті - відсутність поверхонь обертання на заготівлі, значні вага
заготовки (300 кг), і центр мас, який не лежить на осі обертання. Розглянемо порядок обробки деталі. На першому етапі виробляємо
обробку габариту деталі на фрезерному верстаті, тобто фрезеруя боку паралелограма, як чисто. Після чого виробляємо розмітку контуру
деталі, позначений червоними лініями на моделі заготовки. Сенс розмітки полягає в тому, що б знизити ймовірність помилки верстатника.
Не дарма існує така приказка - коордінатчік, ні коли не помиляється на сотки, мінімум на міліметр. А так відразу видно,
чи потрібно проводити вимірювання або ще «деремо на око».
Фрезерна обробка в даному випадку хоч займає багато часу, але досить проста. Тому особливої уваги їй приділяти не будемо.


Як видно з ескізу, ми зняли весь припуск на задньої стінки трійника і висоті і залишили по 5 мм на підрізування торця з 3х сторін.
І звичайно зменшили вагу заготовки на 110 кг. Але не дивлячись на все це встановити таку заготовку на токарний верстат не
представляється можливим. Незважаючи на те, що існують спеціальні патрони з незалежним ходом кулачків, зміщений центр мас деталі,
не дозволяє провести обробку. Для запобігання вильоту деталі нам потрібно виконати центрувальні отвори і через них піджати деталь
задньою бабкою верстата.

Тепер можна проводити обробку деталі в центрах.

Тепер ми можемо провести обробку шийок деталі, які в подальшому стануть на базою для сверловки і розточування внутрішніх поверхонь.
Ось так виглядає заготовка після цієї операції.

Червоним кольором я виділив поверхні, які в подальшому будуть використовуватися як базові. Наступним етапом виробляємо сверловку
і розточення отвору. Оскільки довжина деталі досить велика, то необхідно кріплення заготовки в патроні токарного верстата буде
недостатнім, піджати задньою бабкою теж не можна, оскільки вона буде закривати отвір, яке ми зібралися обробляти. Тому в якості
додаткової опори, будемо використовувати нерухомий люнет. Виходячи з вимог до виконання внутрішньої поверхні, розточування виконуємо
з 2-х сторін.

За підсумками цієї токарної операції отримуємо заготовку такого виду.

Як видно з моделі, нам залишилося обробити ще 1 відведення. Спосіб обробки якого ми розглянемо наступного разу.
Особенности токарной обработки
На долю токарной обработки приходиться больше 50% от всех производимых операций в машиностроении, как на универсальных так и специализированных станках. Преимуществами токарной обработки по сравнению с другими видам обработки такими как фрезерная, являются более высокая жесткость СПИД (станок - приспособление - инструмент - деталь), за счет этого достигается высокая точность и чистота поверхности. Также определенным преимуществом явлеятся более низкая стоимость инструмента и простота его изготовления, по сравнению с фрезереным. Но несмотря на все ее плюсы, у нее имеются также и минусы. Один из самых существенных, это трудности закрепления деталей не являющихся, по крайней мере в 1-м приближении телами вращения. Рассмотрим вопросы обработки таких деталей на примере следующего изделия, которое мы изготовили на своем предприятии.
Нижняя часть этого изделия особого интереса не представляет, а обработку тройника рассмотрим подробнее. Чертеж тройника.
Как видно из чертежа, изготовить его надо из поковки. Поскольку изделие единичное, то поковка представляет собой параллелограмм, с припусками 10-15 мм на сторону.
Основные проблемы при обработке данной детали, на токарном станке – отсутствие поверхностей вращения на заготовке, значительные вес заготовки (300 кг), и центр масс, который не лежит на оси вращения. Рассмотрим порядок обработки детали. На первом этапе производим обработку габарита детали на фрезерном станке, т.е. фрезеруем стороны параллелограмма, как чисто. После чего производим разметку контура детали, обозначен красными линиями на модели заготовки. Смысл разметки состоит в том, что бы снизить вероятность ошибки станочника. Не зря существует такая поговорка – координатчик, ни когда не ошибается на сотки, минимум на миллиметр. А так сразу видно, нужно ли проводить измерение или еще «дерем на глазок».
Фрезерная обработка в данном случае хоть занимает много времени, но достаточно простая. Поэтому особого внимания ей уделять не будем.
Проводим обработку по контуру, до следующего габарита.
Как видно из эскиза, мы сняли весь припуск на задней стенки тройника и высоте и оставили по 5 мм на подрезку торца с 3х сторон. И конечно уменьшили вес заготовки на 110 кг. Но не смотря на все это установить такую заготовку на токарный станок не представляется возможным. Несмотря на то, что существуют специальные патроны с независимым ходом кулачков, смещенный центр масс детали, не позволяет провести обработку. Для предотвращения вылета детали нам нужно выполнить центровочные отверстия и через них поджать деталь задней бабкой станка.
Теперь можно проводить обработку детали в центрах.
Теперь мы можем произвести обработку шеек детали, которые в дальнейшем послужат на базой для сверловки и расточки внутренних поверхностей. Вот так выглядит заготовка после этой операции.
Красным цветом я выделил поверхности, которые в дальнейшем будут использоваться как базовые. Следующим этапом производим сверловку и расточку отверстия. Поскольку длина детали достаточно большая, то необходимо крепление заготовки в патроне токарного станка будет недостаточным, поджать задней бабкой тоже нельзя, поскольку она будет закрывать отверстие, которое мы собрались обрабатывать. Поэтому в качестве дополнительной опоры, будем использовать неподвижный люнет. Исходя из требований к исполнению внутренней поверхности, расточку выполняем с 2-х сторон.
По итогам этой токарной операции получаем заготовку такого вида.
Как видно из модели, нам осталось обработать еще 1 отвод. Способ обработки которого мы рассмотрим в следующий раз.